Lyhyt vastaus: Hiekkavalu voittaa kustannuksissa, joustavuudessa ja mittakaavassa
Jos valitset hiekkavalun ja painevalun välillä, päätös riippuu siitä, mitä todella tarvitset. Hiekkavalu on parempi kuin painevalu, kun työkalubudjetit ovat tiukat, kun osat ovat suuria tai geometrisesti monimutkaisia, kun tuotantomäärät ovat pieniä tai keskisuuria tai kun on käytettävä rautametalleja, kuten terästä ja rautaa. Painevalu on erinomaista pienten, ohutseinäisten alumiini- tai sinkkiosien suurien volyymien tuotannossa, jossa pinnan viimeistely ja mittojen tasaisuus ovat tärkeitä. Mutta moniin teollisuus-, suunnittelu- ja prototyyppisovelluksiin hiekkavalu on edelleen käytännöllisempi ja taloudellisempi valinta.
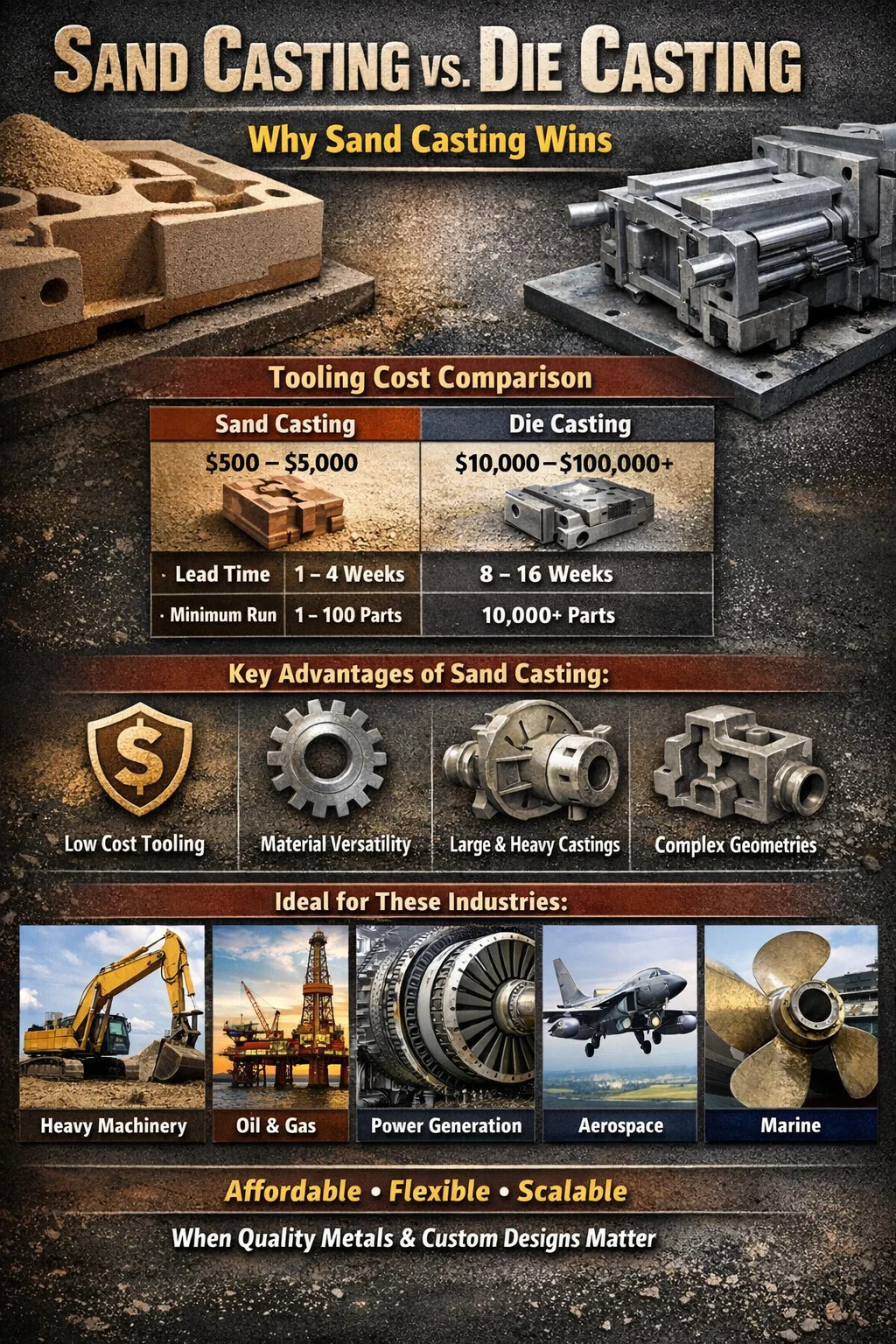
Perimmäinen ero on työkaluissa. Painevalumuotti voi maksaa mistä tahansa 10 000 dollaria yli 100 000 dollariin , kun taas hiekkavalukuvio maksaa tyypillisesti välillä 500 dollaria ja 5000 dollaria . Jos massatuotannon arvo on satoja tuhansia, tämä aukko yksin tekee hiekkavalusta älykkäämmän taloudellisen päätöksen.
Työkalukustannukset: missä hiekkavalulla on ratkaiseva etu painevaluon verrattuna
Painevalu vaatii karkaistuja teräsmuotteja, joiden on kestettävä tuhansia ruiskutussyklejä äärimmäisessä paineessa – usein välillä 1 500–25 000 psi. Näiden muottien valmistus vaatii tarkkuutta, lämpökäsittelyä ja laajaa laadunvarmistusta. Painevalumuotin läpimenoaika on tyypillisesti 8-16 viikkoa , ja kun muutokset on rakennettu, ne ovat kalliita tai mahdottomia ilman koko työkalun romuttamista.
Hiekkavalukuviot sen sijaan on valmistettu puusta, hartsista tai alumiinista. Ne ovat paljon yksinkertaisempia valmistaa, helpompia muokata ja dramaattisesti halvempia. Jos suunnittelua tarvitaan alkuperäisen tuotannon jälkeen, hiekkavalukuvio voidaan muokata tai rakentaa uudelleen murto-osalla painevalumuotin muuttamisen kustannuksista.
Prototyyppikehityksen ja iteratiivisen suunnittelun kannalta tämä ero on transformatiivinen. Teollisuuden pumppupesää tai mukautettua kannaketta kehittävä tuotetiimi voi testata kolme tai neljä suunnitteluiteraatiota hiekkavalussa samalla hinnalla kuin yksi painevalumuotti. Tämä nopeuttaa tuotekehityksen aikatauluja ja vähentää taloudellisia riskejä projektin alkuvaiheessa.
| tekijä | Hiekkavalu | Die Casting |
|---|---|---|
| Tyypilliset työkalukustannukset | 500 - 5000 dollaria | 10 000 - 100 000 dollaria |
| Työkalujen läpimenoaika | 1-4 viikkoa | 8-16 viikkoa |
| Suunnittelun muutoskustannukset | Matala | Erittäin korkea |
| Pienin käyttökelpoinen ajo | 1-100 osaa | 10 000 osaa |
Materiaalin monipuolisuus: Hiekkavalu toimii metallien kanssa Die Casting Ei voi käsitellä
Tämä on yksi painevalun merkittävimmistä teknisistä rajoituksista, jota usein ei hyväksytä. Painevalu rajoittuu suurelta osin ei-rautametalleihin, joiden sulamispisteet ovat suhteellisen alhaiset – pääasiassa alumiinia (sulamispiste ~1 220 °F / 660 °C), sinkkiä (~787 °F / 419 °C) ja magnesiumia (~1 202 °F / 650 °C). Syy on selvä: rautametallien sulattamiseen vaadittavat äärimmäiset lämpötilat tuhoaisivat terässuulakkeet lyhyessä ajassa.
Hiekkavalulla ei ole tällaista rajoitusta. Sitä käytetään rutiininomaisesti seuraavien kanssa:
- Harmaarauta ja pallografiittirauta (sulamispiste ~2100°F / 1150°C)
- Hiiliteräs ja ruostumaton teräs (~2 500–2 800 °F / 1 370–1 538 °C)
- Kupari- ja messinkilejeeringit (~1 750–1 980 °F / 955–1 082 °C)
- Nikkeliseokset ja superseokset, joita käytetään ilmailu- ja energiasovelluksissa
- Alumiini ja alumiiniseokset (yhteensopivia molempien prosessien kanssa)
Rauta- tai teräskomponenteista riippuvaisilla teollisuudenaloilla, kuten raskailla koneilla, rakennuskoneilla, maatalouskoneilla ja merenkulkutekniikalla, hiekkavalu ei ole vain etusija. Se on ainoa toimiva valuvaihtoehto. Harkitse sitä Harmaaraudan osuus on noin 70 % kaikista maailmanlaajuisesti valmistetuista valukappaleista , ja lähes kaikki tämä määrä on valmistettu hiekkavalulla. Tämä tilasto yksin kertoo, missä prosessi todella hallitsee.
Erityisesti pallografiittivalurauta tarjoaa vetolujuuden, sitkeyden ja työstettävyyden yhdistelmän, mikä tekee siitä suositellun materiaalin hammaspyörille, kampiakseleille, hydraulikomponenteille ja rakenneosille. Mikään näistä sovelluksista ei ole käytettävissä painevalulla. Hiekkavalu on portti kaikkiin teknisten metallien valikoimaan, ei vain osajoukkoon, joka sopii painevalun lämpörajoituksiin.
Osan koko ja paino: Hiekkavaluvaa'at, joissa painevalua ei voi tehdä
Painevalukoneet ovat tehokkaita, mutta ne ovat fyysisesti rajoitettuja. Jopa suurimmat kaupallisessa käytössä olevat korkeapaineiset painevalukoneet tuottavat ylivoimaisesti noin painoisia osia. 50-75 puntaa (22-34 kg) . Itse suuttimen tulee mahtua koneen levyn kokoon, ja siihen liittyvät ruiskutuspaineet tekevät erittäin suurista osista rakenteellisesti epäkäytännöllisiä.
Hiekkavalua ei rajoita lähes mikään koko tai paino. Moottorilohkot, turbiinikotelot, pumppupesät, laivojen potkurit ja teollisuusventtiilirungot ovat säännöllisesti hiekkavalettu. Osien punnitus useita tonneja eivät ole harvinaisia sellaisilla aloilla kuin sähköntuotanto, kaivostoiminta sekä öljyn ja kaasun offshore. Yksittäinen hiekkavalurautakomponentti suureen dieselmoottoriin voi painaa 500 puntaa tai enemmän – täysin painevaluprosessin alueen ulkopuolella.
Tämä skaalautuvuus tarkoittaa, että suurten investointien tai rakenneosien parissa työskenteleville insinööreille hiekkavalua ei valita painevalun sijaan kompromissina – se on ainoa prosessi, joka voi fyysisesti tuottaa vaaditun. Muotti rakennetaan yksinkertaisesti uudelleen hiekasta joka kerta, joten koneella ei ole rajoitusta, suuttimen kapasiteetin rajoitusta eikä ruiskutuspainekattoa, jota voitaisiin kiertää.
Geometrinen monimutkaisuus ja sisäiset ominaisuudet: Hiekkavalu tarjoaa enemmän suunnittelun vapautta
Painevalussa käytetään jäykkiä metallisuulakkeita, joiden on avauduttava ja sulkeuduttava suorassa linjassa, mikä tarkoittaa, että osan jokaisen osan on oltava suunnattu siten, että muotti irtoaa ilman, että työkalut leikataan alle. Monimutkaiset sisäiset kanavat, syvät ontelot ja alaleikkaukset ovat joko mahdottomia tai vaativat kalliita sivutoimimekanismeja, jotka lisäävät huomattavia kustannuksia muotille.
Hiekkavalussa käytetään kuluvia muotteja ja hylsyjä. Ydin on erillinen hiekkamuoto, joka on sijoitettu muotin onteloon luomaan sisäisiä onteloita – onttoja kammioita, kanavia, kanavia ja monimutkaisia sisäisiä geometrioita, jotka olisivat fyysisesti mahdottomia jäykässä muotissa. Tämän ominaisuuden vuoksi hiekkavalua käytetään moottorilohkoissa, joissa on vesivaippa, jakoputkissa, joissa on sisäiset virtauskanavat, ja venttiilirungoissa, joissa on useita sisäisiä kanavia.
Mitä ytimet sallivat hiekkavalussa
- Sisäiset jäähdytyskanavat moottorin ja turbiinin osissa
- Ontot rakenneosat, jotka vähentävät painoa lujuudesta tinkimättä
- Monimutkaiset nestevirtauskanavat pumppu- ja venttiilikoteloissa
- Alileikatut geometriat, jotka lukitsevat osan jäykän muotin sisään
- Useita risteäviä sisäisiä onteloita yhdessä valussa
Painevalu voi tuottaa ytimiä käyttämällä liukenevia tai irtoavia sisäosia joissakin sovelluksissa, mutta tämä lisää kustannuksia ja prosessin monimutkaisuutta, mikä heikentää nopeasti painevalun tavallisesti tarjoamia tehokkuusetuja. Osien, joissa sisägeometria on suunnittelun prioriteetti, hiekkavalu on arkkitehtonisesti ylivoimaista.
Myös seinän paksuusvaatimukset vaihtelevat huomattavasti. Painevalu voi tuottaa erittäin ohuita seiniä – joskus jopa ohuita 0,040 tuumaa (1 mm) -joka sopii erinomaisesti kevyille kuluttaja- tai autonosille. Mutta se myös noudattaa tasaisuusvaatimuksia varmistaakseen, että metallivirtaus täyttää suulakkeen. Hiekkavalu sietää paremmin eri seinäpaksuuksia yhden osan sisällä, mikä antaa suunnittelijoille enemmän vapautta luodessaan monimutkaisia rakenteita, joissa on sekä paksuja että ohuita osia.
Tuotantovolyymi: Miksi hiekkavalu on parempi pieni- ja keskimääräisiin ajoihin
Painevalun taloudellisuus perustuu erittäin korkeiden kiinteiden työkalukustannusten kuolettamiseen erittäin suurella määrällä osia. Kun tämä poisto toimii – kun valmistat 50 000, 100 000 tai 500 000 identtistä osaa – painevalun alhaisista yksikkökustannuksista tulee vakuuttava. Painevaluprosessi on nopea: tyypillinen alumiinin painevalujakso kestää välillä 30 ja 60 sekuntia , ja koneet voivat toimia minimaalisella työmäärällä korkean automaation ympäristöissä.
Mutta tämän suuren volyymin kontekstin ulkopuolella matematiikka kääntyy. Ostajalle, joka tarvitsee 500 mukautettua jakotukin koteloa vuodessa, 50 000 dollarin käyttäminen painevalumuotteeseen tarkoittaa, että pelkkä työkalukustannukset lisäävät 100 dollaria osaa kohti, ennen kuin yksi kilo alumiinia on sulanut. Sama osa hiekkavalussa, 3 000 dollarin kuviolla, lisää vain 6 dollaria työkalukustannuksiin yksikköä kohden – ero, joka harvoin katoaa, vaikka huomioidaan hiekkavalun hitaammat sykliajat ja korkeampi yksikkökohtainen työmäärä.
Tästä syystä ilmailu-, puolustus-, öljy- ja kaasualan sekä räätälöityjen teollisuuslaitteiden valmistajat luottavat voimakkaasti hiekkavaluon. Niiden tuotantomäärät ovat usein kymmeniä tuhansia vuodessa. Näissä yhteyksissä hiekkavalu ei ole kompromissi – se on ainoa järkevä taloudellinen valinta.
Hiekkavalun ja painevalun välinen kannattavuus
Jakopiste, jossa painevalusta tulee taloudellisempaa kuin hiekkavalu, riippuu osan monimutkaisuudesta, koosta ja materiaalista. Yleisenä vertailukohtana:
- Pienille, alle 2 kg painaville alumiiniosille painevalusta tulee usein kilpailukykyistä 10 000-20 000 osaa vuodessa
- Keskikokoisilla osilla, joiden paino on 2–10 paunaa, kannattavuusraja siirtyy kohtaan 25 000-75 000 osaa vuodessa
- Suurille tai monimutkaisille osille hiekkavalu on usein kustannustehokasta millä tahansa kaupallisesti kohtuullisella tilavuudella
Nämä ovat karkeita arvioita, ja todelliset kannattavuuspisteet tulee aina laskea tietylle sovellukselle. Mutta ne osoittavat, että suurin osa teollisista valusovelluksista – varsinkin aloilla, joilla räätälöinti, luotettavuus ja materiaalien suorituskyky ovat tärkeämpiä kuin yksikköhinta – kuuluvat hyvin hiekkavalun etualueelle.
Huokoisuus ja mekaaniset ominaisuudet: Painevalun heikkouden korjaaminen
Yksi painevalun vähiten käsitellyistä haitoista on huokoisuusongelma. Kun sulaa metallia ruiskutetaan suuttimeen korkeassa paineessa, osaan voi jäädä ilmaa, jolloin syntyy mikroskooppisia onteloita – huokoisuutta – mikä vaarantaa rakenteen eheyden. Korkeapainevaluvalut eivät usein sovellu lämpökäsittelyyn koska lämpö saa loukkuun jääneet kaasut laajenemaan aiheuttaen rakkuloita tai vääristymiä, jotka pilaavat osan.
Tämä on merkittävä tekninen rajoitus. Monet alumiini- ja magnesiumseokset kehittävät täydelliset mekaaniset ominaisuutensa vasta liuoslämpökäsittelyn ja vanhenemisen jälkeen (esim. T6-karkaus). Jos valuprosessi itsessään estää lämpökäsittelyn, loppuosa toimii murto-osalla materiaalin potentiaalisesta lujuudesta ja kovuudesta. Tyhjiövalu ja puristusvalu voivat vähentää huokoisuutta, mutta nämä ovat korkealaatuisia prosesseja, jotka lisäävät kustannuksia eivätkä ole yleisesti saatavilla.
Hiekkavalu, koska se täyttää muotin pienemmällä nopeudella painovoiman tai alhaisen paineen vaikutuksesta, tuottaa huomattavasti vähemmän suljettua kaasua. Hiekkavaletut osat voidaan tyypillisesti lämpökäsitellä ilman ongelmia, jolloin kaikki seosominaisuudet voidaan saavuttaa. Tämä on ratkaiseva etu rakennesovelluksissa ilmailu- ja autoteollisuudessa tai raskaissa laitteissa, joissa materiaalien sertifiointi ja mekaaniset ominaisuudet ovat tärkeitä.
Lisäksi valurautahiekkakomponenteilla – erityisesti pallografisella raudalla – on erinomainen työstettävyys, tärinänvaimennus ja kulutuskestävyys. Nämä ovat materiaalille luontaisia ominaisuuksia ja ovat täysin käytettävissä hiekkavaluprosessin kautta ilman huokoisuusrajoituksia, jotka rajoittavat painevalusovelluksia.
Uusien osien toimitusaika: Hiekkavalulla saat osat nopeammin alkuvaiheessa
Kun uusi osa tarvitaan nopeasti – joko prototyypin arviointiin, hätävaihtoon tai pilottituotantoon – hiekkavalun läpimenoaikaetu on huomattava. Koska hiekkavalukuviot ovat yksinkertaisia ja nopeita valmistaa, ensimmäinen kappalevalu voidaan usein toimittaa sisään 2-6 viikkoa suunnittelun viimeistelystä. Jotkut pikakierteiseen hiekkavaluun erikoistuneet valimot voivat toimittaa prototyyppivaluja niinkin pienessä vauhdissa 5-10 arkipäivää .
Verrattuna painevaluon, jossa pelkkä työkalujen tekeminen kestää 8–16 viikkoa ennen kuin yksittäinen tuotantoosa valmistetaan, hiekkavalun aikajanalla on valtava etu uuden tuotekehityksen aikana. Yrityksille, joilla on aggressiivisia julkaisuaikatauluja tai huoltotilanteissa, joissa kriittinen komponentti on vaihdettava nopeasti, tämä ero voi johtaa suoraan lyhyempiin seisokkeihin, nopeampaan markkinoille tuloon ja pienempään ohjelmariskiin.
Tämä tekee myös hiekkavalusta vakiovaihtoehdon ikääntyvien koneiden tai vanhojen laitteiden varaosille, joissa olemassa olevia työkaluja ei ole jäljellä. Kun 30 vuotta vanha teollisuuspuristin tarvitsee korvaavan rautakotelon, jonka alun perin valmistanut yritys, jota ei enää ole, hiekkavalu mahdollistaa uuden kuvion valmistamisen suunnittelupiirroksesta tai fyysisestä näytteestä ja osan jäljentämisen kohtuullisin kustannuksin. Painevalumuotin luominen uudelleen yhtä varaosaa varten olisi taloudellisesti absurdia.
Tietyt toimialat, joilla hiekkavalu on painevalua parempi
Sen ymmärtäminen, mitkä teollisuudenalat käyttävät hiekkavalua painevalun sijaan, auttaa selvittämään, mihin todelliset edut keskittyvät. Nämä alat valitsevat johdonmukaisesti hiekkavalua, koska niiden tekniset ja kaupalliset vaatimukset vastaavat sitä, mikä prosessi toimii parhaiten.
Öljy- ja kaasulaitteet
Venttiilirungot, pumppukotelot, jakotukit ja kaivon pääkomponentit vaativat terästä tai pallografiittivalurautaa, niiden on kestettävä äärimmäistä painetta, ja niitä valmistetaan usein pieninä määrinä tiettyihin sovelluksiin. Hiekkavalu tarjoaa näiden sovellusten vaatiman materiaalien yhteensopivuuden, sisäisen geometrian ja mekaanisen eheyden. Painevalu ei voi kilpailla täällä.
Kaivostoiminta ja raskaat laitteet
Murskaimen leuat, kauhan hampaat, kulutuslevyt ja kaivoskoneiden rakenneosat on valmistettu mangaaniteräksestä, kromiraudasta ja muista kovista rautametalliseoksista, joita painevalu ei pysty käsittelemään. Tämän alan osat painavat rutiininomaisesti satoja kiloja – paljon enemmän kuin minkään painevalukoneen kapasiteetti. Hiekkavalu on ainoa käyttökelpoinen valmistusreitti.
Sähköntuotanto
Ruostumattomasta teräksestä tai nikkeliseoksesta valmistetut turbiinikotelot, juoksupyörän kotelot ja generaattorin päätykellot voimalaitoksille ja teollisuusturbiineille ovat yleisesti hiekkavalettua. Materiaalivaatimusten, osakoon ja alhaisten vuosituotantomäärien yhdistelmä tekee painevalusta taloudellisesti ja teknisesti mahdotonta näissä sovelluksissa.
Ilmailu- ja puolustusprototyypit
Jopa alalla, jolla tarkkuus on ensiarvoisen tärkeää, hiekkavalua käytetään laajalti prototyyppien kehittämiseen ja pienimuotoisten rakenneosien valmistukseen. Kyky iteroida nopeasti, käyttää ilmailuseoksia ja tuottaa osia, jotka voidaan täysin lämpökäsitellä ja testata mekaanisesti, tekee hiekkavalusta vakiotyökalun ilmailu- ja avaruusvaluohjelmissa ennen kuin sitoutuu kalliimpiin valmistusprosesseihin.
Laivanrakennus ja laivanrakennus
Laivojen potkurit, peräsinrungot ja laivojen rakenneosat ovat usein valtavia ja valmistettu korroosionkestävästä pronssista, nikkeli-alumiinipronssista tai ruostumattomasta teräksestä. Hiekkavalu on ainoa prosessi, joka pystyy käsittelemään näitä vaatimuksia, ja se on ollut vakiomenetelmä laivojen komponenttien valmistuksessa vuosisatojen ajan.
Kun painevalu on itse asiassa parempi valinta
Täydellinen vastaus edellyttää tunnustamista, missä painevalu todella voittaa. Painevalu on parempi kuin hiekkavalu kolmessa hyvin määritellyssä skenaariossa:
- Pienten ei-rautapitoisten osien suurtuotanto: Kun valmistetaan satoja tuhansia alumiini-, sinkki- tai magnesiumosia vuodessa, painevalun yksikkötalous on lyömätön. Autojen ovenkahvat, elektroniset kotelot ja pienet laitekotelot ovat klassisia esimerkkejä.
- Pintakäsittely ja mittojen tasaisuus: Painevalu tuottaa verkon muotoisia tai lähes verkon muotoisia osia, joiden pintaviimeistely on 32–63 Ra mikrotuumaa ja mittatoleranssit, jotka eivät usein vaadi jälkityöstöä. Hiekkavalu tuottaa tyypillisesti karheampia pintoja (125–500 Ra mikrotuumaa) ja vaatii enemmän työstöä tiukkojen toleranssien osumiseksi.
- Ohutseinäiset kevyet rakenteet: Kun suunnittelu vaatii alle 3 mm seiniä, jotka vaativat vielä rakenteellista eheyttä, painevalun korkeapaineruiskutus varmistaa täydellisen täytön. Painovoimalla syötetyllä hiekkavalulla voi olla vaikeuksia täyttää luotettavasti erittäin ohuita osia.
Näiden etujen tunnustaminen tekee vertailusta rehellisen. Painevalu ei ole huonompi prosessi – se on prosessi, joka on optimoitu tiettyihin olosuhteisiin. Kun nämä ehdot eivät täyty, hiekkavalu on parempi ratkaisu useimmissa jäljellä olevissa skenaarioissa.
Ympäristö- ja toimintanäkökohdat
Hiekkavalulla on usein huomiotta jätetty kestävyysetu: hiekka on kierrätettävää. Nykyaikaiset valimot keräävät talteen ja käyttävät uudelleen 90 % tai enemmän niiden muovaushiekasta lämpö- tai mekaanisten talteenottojärjestelmien kautta. Vaikka painevalussa ei käytetä samalla tavalla kuluvia työkalumateriaaleja, painevalukoneiden – suurten hydraulipuristimien, lämpötilasäädeltyjen meistien ja korkeapaineruiskutusjärjestelmien – ylläpidon energiaintensiteetti on huomattava.
Myös painevalun romumäärät ovat yksi tekijä. Koska suulakkeeseen ruiskutettu metalli täyttää myös kanavat, ylivuodot ja keksit (haukun holkin metallilevy), painevaluromumäärät voivat toimia. 20–40 % metallin kokonaiskulutuksesta tyypillisessä osassa, vaikka suuri osa tästä on kierrätettävää. Hiekkavaluromumäärät, erityisesti raudan, ovat usein alhaisemmat absoluuttisesti mitattuna toimitettua metalliyksikköä kohti, kun osat ovat suuria.
Toiminnallisen jalanjäljen näkökulmasta hiekkavaluvalimot ovat käytettävissä useammilla maantieteellisillä alueilla maailmanlaajuisesti. Painevalu vaatii tarkkuustyöstökoneita muottivalmistukseen ja suuria valukoneita, jotka edustavat merkittäviä pääomasijoituksia. Kehittyvillä markkinoilla toimiville valmistajille tai alueelliselle toimitusketjun hankinnalle hiekkavaluvalimokapasiteetti on paljon laajemmin saatavilla, mikä vähentää logistiikkakustannuksia ja toimitusketjun riskiä.
Yhteenveto: Hiekkavalun valitseminen painevalun sijaan
Kysymykseen siitä, onko hiekkavalu parempi kuin painevalu, ei ole yhtä yleispätevää vastausta, mutta sillä on selkeä vastaus useimpiin teollisessa ja insinöörikäytännössä esiintyviin valusovelluksiin. Hiekkavalu on parempi valinta, kun:
- Tuotantomäärät ovat alle 10 000–25 000 osaa vuodessa tyypillisillä osakooilla
- Tarvittava materiaali on rauta, teräs, ruostumaton teräs, kupariseos tai mikä tahansa rautametalli
- Osan koko tai paino ylittää sen, minkä painevalukoneet fyysisesti voivat majoittaa
- Suunnittelun iterointi on todennäköistä ja työkalujen muutoskustannukset on pidettävä alhaisina
- Tarvitaan sisäinen geometria, ytimet tai monimutkaiset kanavat
- Täydellisten mekaanisten ominaisuuksien saavuttamiseksi tarvitaan lopullisen valukappaleen lämpökäsittely
- Ensisijaisten artikkelien tai prototyyppien nopea toimitus on etusijalla
- Vanhojen tai räätälöityjen laitteiden varaosat on toistettava
Painevalu ansaitsee paikkansa suurten volyymien kuluttaja- ja autoteollisuudessa, jossa alumiini- ja sinkkiosat on valmistettava nopeasti, erinomaisella pinnanlaadulla ja mahdollisimman alhaisin yksikkökustannuksin. Mutta hiekkavalu kattaa paljon laajemman valikoiman teknisiä tarpeita, käsittelee laajemman valikoiman materiaaleja, skaalautuu yksittäisistä prototyypeistä tuhansiin osiin ja pysyy kustannustehokkaana kaikissa skenaarioissa, joissa painevalun taloudellisuus ei yksinkertaisesti toimi. Kaikkien valuprosessivaihtoehtoja arvioivien insinöörien tai hankintaammattilaisten tulisi olla lähtökohtana hiekkavalulla – ja perustelujen taakan pitäisi olla siitä luopuminen, ei sen valinta.