Kaksi painevalun perusmenetelmää: kuumakammio ja kylmäkammio
Painevalun kaksi perusmenetelmää ovat kuumakammiopainevalu ja kylmäkammiopainevalu . Näillä kahdella prosessilla on sama perustavoite – sulan metallin pakottaminen karkaistuun terässuulakkeeseen korkeassa paineessa tarkkojen, toistettavien osien tuottamiseksi – mutta ne eroavat merkittävästi metallin sulatuksen, käsittelyn ja ruiskutuksen suhteen. Väärän menetelmän valitseminen metalliseoksen tai osan geometrialle voi johtaa huonoon täyttöön, liialliseen huokoisuuteen, ennenaikaiseen muotin kulumiseen ja kalliisiin romumääriin. Ymmärtäminen, mikä erottaa nämä kaksi menetelmää, on lähtökohta vakavalle painevalupäätökselle.
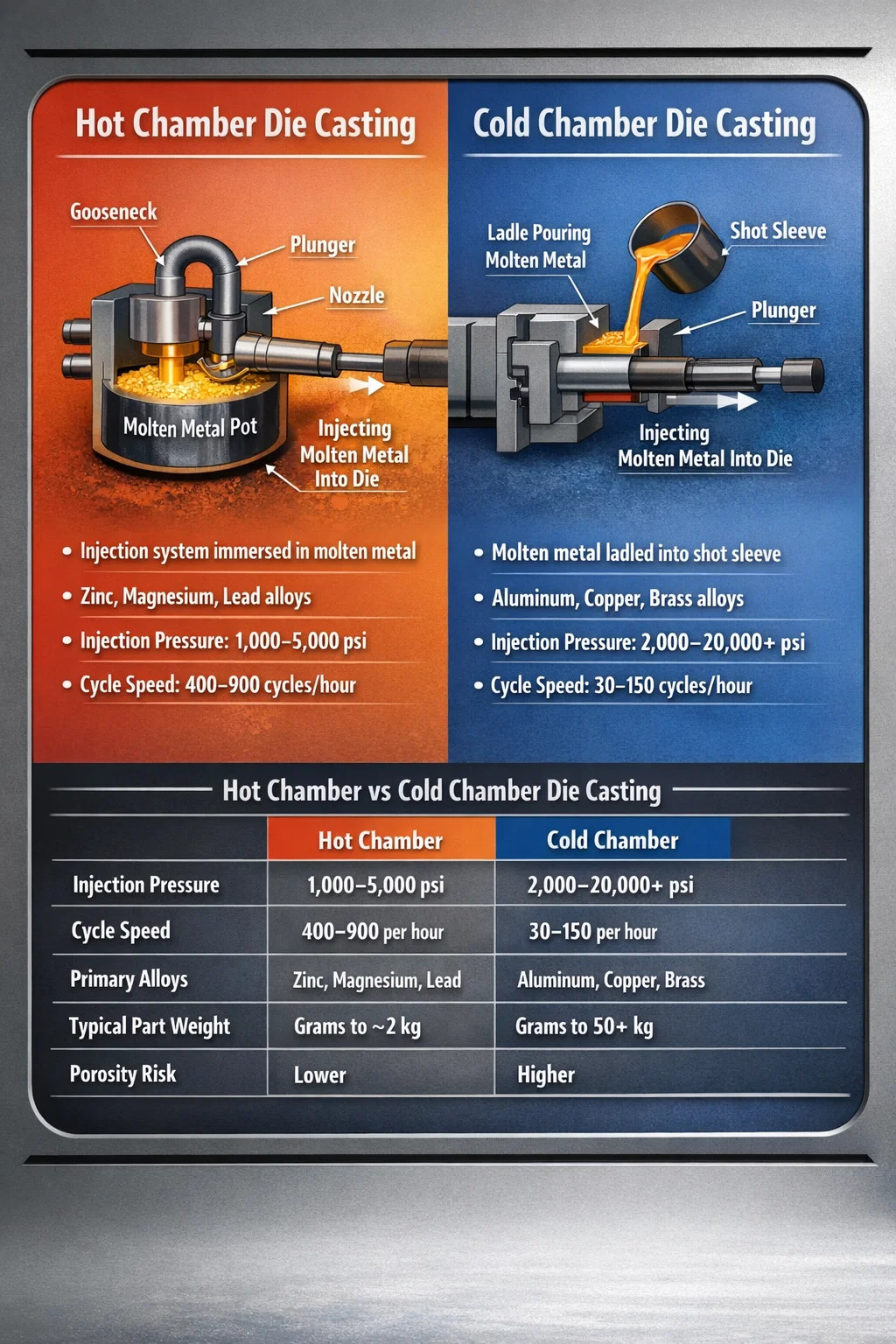
Kuumassa kammiossa painevalu , ruiskutusmekanismi upotetaan suoraan sulan metallin kylpyyn. Kone vetää metallia sylinteriin automaattisesti ja ruiskuttaa sen suuttimeen jatkuvassa, nopeassa jaksossa. Kylmäkammiopainevalussa metalli sulatetaan erillisessä uunissa ja kaadetaan sitten - manuaalisesti tai automaattisesti - ammusholkkiin ennen jokaista ruiskutusjaksoa. Jokaisella menetelmällä on tietyt seokset, joita se käsittelee hyvin, tietyt painealueet, joilla se toimii, ja tietyt tuotantomäärät, joissa se on taloudellisesti järkevää.
Kuumakammioinen painevalu: Kuinka prosessi toimii
Kuumakammiopainevalu – jota joskus kutsutaan myös hanhenkaulavaluksi – pitää ruiskutusjärjestelmän pysyvästi upotettuna sulan metallin astiaan. Ydinkomponentit ovat hanhenkaulan muotoinen metallikanava, mäntä ja suutin, joka asettuu suoraan suulaketta vasten. Kun mäntä vetäytyy sisään, sula metalli virtaa portin kautta hanhenkaulaan. Kun mäntä etenee, se sulkee aukon ja pakottaa metallin suuttimen läpi ja suuttimen onteloon paineilla, jotka tyypillisesti vaihtelevat 1 000 - 5 000 psi (7 - 35 MPa) .
Koska metalli ei koskaan poistu kuumennetusta järjestelmästä laukausten välillä, sykli on erittäin nopea. Kuumakammiokoneet saavuttavat rutiininomaisesti 400-900 sykliä tunnissa pienille osille, joten ne sopivat hyvin komponenttien, kuten sähköliittimien, kaasuttimen koteloiden, lukkolaitteistojen ja lelujen osien, tuotantoon. Erillisen valumisvaiheen poistaminen vähentää sekä syklin kestoa että riskiä lämpötilan vaihteluista otosten välillä.
Kuumakammiovalujen kanssa yhteensopivat seokset
Kuumakammiopainevalu on rajoitettu matalan sulamispisteen metalliseoksiin, jotka eivät vahingoita ruiskutusjärjestelmän rauta- ja teräsosia tai liukene niihin. Yleisimmät materiaalit ovat:
- Sinkkiseokset (Zamak 2, 3, 5, 7) – ylivoimaisesti eniten käytetty, sulamispisteet noin 380–420 °C
- Magnesiumlejeeringit (AZ91D, AM60) – käytetään yhä enemmän kuumakammiojärjestelmissä, joissa on erityisiä konemalleja
- Lyijy- ja tinalejeeringit — käytetään erikoissovelluksissa, joissa volyymi on pieni
Alumiinia, kuparia ja messinkiä ei voida käsitellä kuumakammiokoneissa. Niiden korkeammat sulamislämpötilat – alumiini sulaa noin 660°C, messinki noin 900°C – liuottaisivat nopeasti hanhenkaulan ja männän rautapohjaiset komponentit, mikä tuhoaa koneen ja saastuttaa sulatteen muutamassa tunnissa käytön jälkeen.
Koneen vetoisuus ja osakoko kuumakammiotoiminnoissa
Kuumakammiokoneet ovat yleensä saatavilla puristusvoimilla alkaen alle 5 tonnia noin 900 tonniin asti , vaikka suurin osa kuumakammiotyöstä tehdään 5–400 tonnin koneilla. Sinkkivalujen osien painot vaihtelevat tyypillisesti muutamasta grammasta noin 2 kiloon, vaikka painavammat osat ovat mahdollisia suuremmissa koneissa. Ohuet seinät, jotka voidaan saavuttaa sinkillä – rutiininomaisesti jopa 0,5 mm:n tarkkuustyökaluilla – tekevät kuumakammiovalusta miniatyyrisoitujen, yksityiskohtaisten komponenttien prosessin.
Kylmäkammiopainevalu: Kuinka prosessi toimii
Kylmäkammiopainevalu erottaa sulatusuunin kokonaan ruiskutusjärjestelmästä. Metalli sulatetaan ulkoisessa pitouunissa ja siirretään sitten - manuaalisella kauhalla, automaattisella kauhalla tai sähkömagneettisella pumpulla - vaaka- tai pystysuoraan ammusholkkiin. Kun oikea määrä metallia on holkissa, ruiskutusmäntä etenee ja pakottaa metallin suuttimeen paineilla, jotka ovat huomattavasti korkeammat kuin kuumakammiolaitteet: tyypillisesti 2 000 - 20 000 psi (14 - 140 MPa) , joissa jotkin korkeapainetoiminnot ylittävät ohutseinäisten alumiiniosien alueen.
Uunin erottaminen koneesta tarkoittaa, että ruiskutuskomponentit eivät ole jatkuvasti alttiina sulalle metallille. Ne paljastuvat vain laukauksen lyhyen hetken aikana, jolloin voidaan käyttää metalleja, jotka tuhoavat kuumakammiojärjestelmän. Kompromissi on hitaampi sykliaika - useimmat kylmäkammiotoiminnot toimivat 30-150 laukausta tunnissa riippuen osan painosta, seinämän paksuudesta ja seoksesta – ja lisäprosessivaiheita, jotka voivat aiheuttaa lämpötilan vaihtelua, jos niitä ei valvota huolellisesti.
Kylmäkammiopainevalussa käytetyt seokset
Kylmäkammiopainevalu käsittelee monenlaisia seoksia korkeammilla sulamislämpötiloilla, mukaan lukien:
- Alumiiniseokset (A380, A383, A360, ADC12) – hallitseva materiaali kylmäkammiotyössä, jota käytetään auto-, ilmailu- ja kulutuselektroniikassa
- Kuparilejeeringit ja messinki — käytetään putkistokomponenteissa, sähköliittimissä ja laivavarusteissa, joissa korroosionkestävyys ja lujuus ovat tärkeitä
- Magnesiumlejeeringit (AZ91D, AM50) – yhä yleisempi kylmäkammiossa suurille rakenneosille, vaikka magnesiumia voidaan käsitellä myös kuumakammiojärjestelmissä
- Piitambakki ja erikoiskuparipohjaiset seokset — käytetään kapealla tarkkuussovelluksissa
Alumiiniseos A380 on yksittäin eniten käytetty painevaluseos maailmassa, ja käytännössä kaikki se käsitellään kylmäkammiokoneilla. Se tarjoaa erinomaisen yhdistelmän valutettavuutta, mekaanista lujuutta (vetolujuus noin 317 MPa), korroosionkestävyyttä ja kustannuksia, minkä vuoksi se hallitsee autojen rakennevalua, jäähdytyslevyjä ja moottorikoteloita.
Koneen vetoisuus ja osamittakaava
Kylmäkammiokoneet skaalautuvat huomattavasti suuremmiksi kuin kuumakammiolaitteet. Puristusvoimat vaihtelevat noin 150 tonnia 6 000 tonniin tai enemmän megavalukoneille, joita nykyään käytetään autojen gigacasting-sovelluksissa. Autovalmistajan käyttämä 4 000 tonnin kylmäkammiopuristin voi tuottaa yhdellä iskulla ajoneuvon täydellisen takaosan alaosan – yhden alumiinivalukappaleen, joka korvaa yli 70 meistettyä ja hitsattua teräsosaa. Tesla teki tämän lähestymistavan suosituksi Giga Press -teknologiallaan, ja useat OEM-valmistajat ovat ottaneet sen sittemmin käyttöön maailmanlaajuisesti.
Suora vertailu: Kuuma kammio vs Kylmä kammio Die Casting
Alla olevassa taulukossa on yhteenveto kahden painevalumenetelmän kriittisistä eroista tuotannon suunnittelussa tärkeimpien parametrien välillä:
| Parametri | Hot Chamber | Cold Chamber |
|---|---|---|
| Ruiskutuspaine | 1 000–5 000 psi | 2 000–20 000 psi |
| Pyörän nopeus | 400-900 kierrosta/tunti | 30-150 kierrosta/tunti |
| Ensisijaiset seokset | Sinkki, magnesium, lyijy | Alumiini, kupari, messinki, magnesium |
| Koneen vetoisuusalue | 5-900 tonnia | 150-6000 tonnia |
| Metallin lämpötila altistuminen koneelle | Jatkuva | Vain laukauskohtaisesti |
| Tyypillinen osapaino | Grammasta ~ 2kg | Grammasta 50 kg asti |
| Huokoisuusriski | Alempi (vähemmän ilman mukana kulkeutumismahdollisuuksia) | Korkeampi (vaatii huolellisen laukausprofiilin hallinnan) |
| Työkalujen hinta | Matalasta kohtalaiseen | Kohtalainen tai korkea |
Die suunnittelun näkökohdat, jotka eroavat kahden menetelmän välillä
Itse suulake – karkaistu H13-työkaluteräsmuotti, johon sula metalli pakotetaan – on käsitteellisesti samanlainen molemmissa prosesseissa, mutta tekniset vaatimukset vaihtelevat käytettävien paineiden ja käytettyjen lämpökuormien mukaan.
Porttien suunnittelu ja juoksujärjestelmät
Kuumassa kammiossa dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30-50 m/s .
Alumiinin kylmäkammiosuulakkeet vaativat huolellista kanavan geometriaa, jotta voidaan hallita alumiinin korkeampaa viskositeettia valulämpötilassa ja ennenaikaisen jähmettymisen riskiä täytön aikana. Alumiinin porttinopeudet ovat tyypillisesti tavoite 40-60 m/s , ja laukausprofiili – hidas vaihe, nopea vaihe ja tehostuspaine – on ohjelmoitava tarkasti, jotta vältetään turbulenttinen täyttö, joka on ensisijainen huokoisuuden aiheuttaja alumiinivaluissa.
Lämmönhallinta ja Die Life
Molemmat muotityypit käyttävät sisäisiä vesi- tai öljyjäähdytyskanavia lämmön hallinnassa, mutta kylmäkammioalumiinimuotit kohtaavat korkeamman lämpöshokin, koska alumiinisulan (~680 °C valussa) ja muotin pintalämpötilan (yleensä 180–260 °C:ssa) välillä on suurempi lämpötilaero. Tämä lämpökierto on ensisijainen lämmöntarkistuksen tekijä – hienojen pintahalkeamien verkosto, joka lopulta heikentää muotin pinnan laatua. Alumiinin kylmäkammioisten H13-suulakkeiden käyttöikä on tyypillisesti noin 100 000 - 300 000 laukausta , kun taas kuumakammioiset sinkkimuotit voivat toimia 1 miljoona laukausta tai enemmän ennen kuin se vaatii merkittävää korjausta.
Huokoisuus: tärkein laatuhaaste molemmissa menetelmissä
Huokoisuus – kaasun sisään jääneen kaasun tai kutistumisen aiheuttamat ontelot valussa – on painevalussa vallitseva virheongelma käytetystä menetelmästä riippumatta, mutta sen syyt ja ratkaisut vaihtelevat kuuma- ja kylmäkammioprosessien välillä.
Kuumassa kammiossa die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Kylmäkammiopuristusvalussa avohaulittu holkki on tärkein ilman mukana kulkeutumislähde. Männän edetessä sen täytyy työntää metallin eteen holkissa oleva ilmapala. Oikea hidas laukausnopeus - tyypillisesti 0,1-0,5 m/s ensimmäisen vaiheen aikana - mahdollistaa metalliaallon muodostumisen ja työntää ilman eteenpäin ylivuotokaivoihin ja tuuletusaukoihin ennen kuin pikaruiskutus alkaa. Tämän siirtymäkohdan vääristäminen jopa muutaman millimetrin männän liikkeellä voi johtaa 10-20 % korkeampaan huokoisuustasoon valmiissa kappaleessa. Tyhjiöavusteinen painevalu, joka tyhjentää muottipesän ja ruiskuholkin ennen ruiskutusta, voi vähentää kylmäkammion alumiiniosien huokoisuutta tasolle, joka mahdollistaa lämpökäsittelyn ja rakenteellisen hitsauksen – ominaisuudet eivät ole mahdollisia tavanomaisten alumiinivalujen kanssa.
Milloin valita kuumakammiopainevalu
Kuumakammiopainevalu on oikea valinta, kun seuraavat ehdot täyttyvät:
- Osamateriaali on sinkkiä, magnesiumia tai muuta matalan sulamispisteen metalliseosta, joka on yhteensopiva hanhenkaulajärjestelmän kanssa
- Tuotantomäärät ovat suuret – yleensä yli 50 000–100 000 osaa vuodessa työkaluinvestoinnin oikeuttamiseksi.
- Osapaino on suhteellisen pieni, tyypillisesti alle 1-2 kg sinkillä
- Mittatarkkuus on ratkaisevan tärkeää – sinkkipainevalulla saavutetaan rutiininomaisesti ±0,05 mm:n toleranssit kriittisissä ominaisuuksissa ilman toissijaista työstöä
- Ohuet seinät vaaditaan – sinkkiä voidaan valaa alle 0,5 mm:n seinämiin optimoidulla työkalulla
- Pintakäsittelyn laatu on etusijalla – sinkkivalulla on erinomainen valupinta, joka soveltuu suoraan pinnoitukseen tai maalaukseen ilman laajaa esikäsittelyä
Yleisiä kuumakammiopainevalua käyttäviä teollisuudenaloja ovat kulutuselektroniikka (liittimet, kannattimet, saranat), autoteollisuus (lukkorungot, polttoainejärjestelmän komponentit, anturikotelot), laitteistot (ovien kahvat, huonekalujen varusteet) sekä lelut ja uutuustuotteet.
Milloin valita kylmäkammiopainevalu
Kylmäkammiopainevalu on sopiva prosessi, kun:
- Seos on alumiinia, kuparia, messinkiä tai korkean sulamispisteen omaavaa materiaalia, joka ei ole yhteensopiva kuumakammiolaitteiden kanssa
- Osan koko ja paino ylittävät kuumakammiolaitteiden käytännön rajat
- Rakenteellista suorituskykyä vaaditaan – alumiinin painevalut tarjoavat lujuus-painosuhteet huomattavasti paremmat kuin sinkki kantavissa sovelluksissa
- Tarvitaan korroosionkestävyyttä ankarissa ympäristöissä – alumiinin luonnollinen oksidikerros tarjoaa suojaa, jota sinkkiseokset joissakin ympäristöissä eivät voi vastata ilman pinnoitetta
- Sovellus on tarkoitettu autojen voimansiirtoihin, ilmailun kiinnikkeisiin tai teollisuuslaitteisiin, joissa kevyen painon ja rakenteellisen eheyden yhdistelmä oikeuttaa korkeammat työkalu- ja konekustannukset
Tärkeimmät kylmäkammiopainevalusovellukset sisältävät autojen vaihteistokotelot, moottorilohkot, sähköajoneuvojen akkukotelot, tietokonepalvelimen rungot, hydrauliventtiilin rungot ja laivojen perämoottorikomponentit. Pelkästään maailmanlaajuiset alumiinipainevalumarkkinat arvostettiin yli 50 miljardia dollaria vuonna 2023 heijastaa kylmäkammioalumiinin valun määrää nykyaikaisessa valmistuksessa.
Kustannusrakenne: työkalut, koneaika ja osakohtainen talous
Painevalun taloudellisuus riippuu suuresti käytetystä menetelmästä, koska kahdella menetelmällä on hyvin erilaiset kustannusprofiilit.
Työkalukustannukset
Painevalutyökalut ovat kalliita menetelmästä riippumatta, koska muottien on kestettävä miljoonia painejaksoja hankaavassa, lämpöä vaativassa ympäristössä. Kuumakammioiset sinkkimuotit kohtalaisen monimutkaisille osille maksavat tyypillisesti välillä 15 000 ja 80 000 dollaria . Vertailukelpoiset kylmäkammioalumiinimuotit maksavat useammin 30 000–150 000 dollaria tai enemmän — koska korkeammat ruiskutuspaineet vaativat vankempaa suutinrakennetta ja monimutkaisempaa jäähdytyspiirin suunnittelua. Suuret rakenteelliset kylmäkammion suulakkeet autoteollisuuden sovelluksiin voivat toimia 500 000 dollaria tai enemmän .
Osakohtainen hinta ja kannattavuusraja
Koska painevalulla on korkeat kiinteät kustannukset (työkalut, asennus) ja suhteellisen alhaiset muuttuvat kustannukset osaa kohden (metalli, koneen aika, työ), molemmat menetelmät ovat edullisimpia suurilla määrillä. Kannattavuuspiste – jossa painevalusta tulee halvempaa kuin vaihtoehdot, kuten hiekkavalu, sijoitusvalu tai aihiosta työstäminen – vaihtelee osan monimutkaisuuden mukaan, mutta se saavutetaan yleensä jossain välissä. 10 000 ja 50 000 osaa kuumakammioiselle sinkille ja 20 000 ja 100 000 osaa kylmäkammioalumiinille osan koosta ja ominaisuuksien monimutkaisuudesta riippuen.
Materiaalikustannukset ovat toinen eroava tekijä. Sinkkiseos (Zamak 3) maksaa karkeasti 2,00–2,50 dollaria kilolta tyypillisellä teollisuussopimushinnoilla. Alumiiniseos A380 kulkee lähempänä 2,50–3,50 dollaria kilolta , mutta alumiinin pienempi tiheys (2,7 g/cm³ vs. sinkin 6,6 g/cm³) tarkoittaa, että tietyllä osatilavuudella alumiinivalussa käytetään paljon vähemmän metallia painon mukaan, mikä osittain kompensoi hintaeron.
Uusia muunnelmia kahden ytimen painevalumenetelmistä
Vaikka kuumakammio ja kylmäkammio ovat edelleen kaksi perustavaa painevalumenetelmää, useita prosessimuunnelmia on kehitetty käsittelemään kummankin erityisrajoituksia.
Tyhjiöpainevalu
Molempiin menetelmiin sovellettu, mutta erityisen tärkeä kylmäkammioalumiinille, tyhjiömuottivalu tyhjentää muottipesän ja ruiskuholkin ennen ruiskutusta, mikä vähentää kaasun huokoisuutta tasolle, joka mahdollistaa T5- ja T6-lämpökäsittelyn. Tämä tekee rakenteellisista alumiinivaluista hitsattavia ja soveltuvia turvallisuuden kannalta kriittisiin sovelluksiin, kuten autojen törmäysrakenteisiin ja jousituskomponentteihin. Tyhjiöavusteiset kylmäkammiokoneet lisäävät kustannuksia ja monimutkaisuutta, mutta voivat vähentää romun määrää 30-50 % huokoisuusherkissä sovelluksissa.
Puolikiinteä painevalu (Thixocasting ja Reocasting)
Puolikiinteän metallin valuprosessit – tiksovalu ja uudelleenvalu – ruiskuttavat metallia puolikiinteässä, lietemäisessä tilassa eikä täysin sulassa. Tämä vähentää dramaattisesti huokoisuutta, koska metalli ei kuljeta liuennutta kaasua samalla tavalla kuin täysin nestemäinen metalli, ja ei-pyörteinen täyttökuvio vangitsee paljon vähemmän ilmaa. Puolikiinteät prosessit rakennetaan kylmäkammiokonealustojen ympärille, mutta niissä käytetään muunnettuja hauliprofiileja ja erikoistunutta aihion valmistelua. Tuloksena on valukappaleita, joiden mekaaniset ominaisuudet ovat lähellä taottujen osien ominaisuuksia. Rheocast alumiini A356 osat saavuttavat vetolujuudet edellä 310 MPa, venymä 10 % tai enemmän — huomattavasti parempi kuin perinteiset kylmäkammio-A380-valut.
Puristusvalu
Puristusvalu - joskus luokitellaan kolmanteen painevaluluokkaan - yhdistää painevalu- ja taontaperiaatteet. Metalli kaadetaan avoimeen suuttimeen, jonka jälkeen meisti painaa 50-150 MPa metallin jähmettyessä eliminoiden kutistumishuokoisuuden kokonaan. Prosessi käyttää kylmäkammiokonealustoja ja tuottaa osia, joilla on lähes nollahuokoisuus ja erinomaiset mekaaniset ominaisuudet, mutta se on hitaampaa ja kalliimpaa kuin perinteinen kylmäkammiovalu. Sitä käytetään ilmailu-avaruuskomponenteissa, autojen jarrusatulassa ja muissa korkean stressin sovelluksissa.
Kuinka valita oikea painevalumenetelmä omalle osallesi
Oikean painevaluprosessin valinta alkaa metalliseoksesta, koska seoksesta ei voida neuvotella useimmissa malleissa. Jos tekniset vaatimukset vaativat alumiinia – painon, lujuuden tai lämpösuorituskyvyn vuoksi – kylmäkammio on ainoa käytännöllinen vaihtoehto painevalussa. Jos sinkki on hyväksyttävää tai edullista sen tarkkuuden, ohutseinämäisyyden ja pinnoitusyhteensopivuuden vuoksi, kuumakammiosta tulee nopeampi ja edullisempi reitti.
Seoksen valinnan jälkeen seuraavat kysymykset auttavat rajaamaan päätöstä:
- Mikä on vuotuinen volyymi? Molemmat menetelmät tarvitsevat tilavuuden ollakseen taloudellisia, mutta kylmäkammio-alumiini vaatii enemmän tilavuutta korvatakseen korkeammat työkalukustannukset.
- Mikä on osan paino ja laskettu paino? Yli 2 kg:n sinkkiosat ovat epätavallisia; Yli 5 kg:n alumiiniosat saattavat vaatia erittäin suuria kylmäkammiolaitteita.
- Onko huokoisuusherkkiä ominaisuuksia? Painetiiviit hydraulikanavat tai hitsattavat rakenteelliset solmut vaativat tyhjiöavusteisen kylmäkammio- tai puolikiinteän käsittelyn.
- Millaista pintakäsittelyä vaaditaan? Sinkin kuumakammiovalukappaleet hyväksyvät galvanoinnin suoraan; alumiiniset kylmäkammiovalut ovat tyypillisesti jauhemaalattuja, anodisoituja tai jätetty paljaiksi.
- Mikä on toimintaympäristö? Yli 150 °C:n kohonneet lämpötilat hylkäävät sinkkiseokset lujuuden heikkenemisen vuoksi; alumiini kestää hyvin 200-250°C lämpötilassa seoksesta riippuen.
Näiden kysymysten käsitteleminen painevaluvalimon kanssa suunnitteluvaiheessa – ennen kuin työkalut on tehty – on luotettavin tapa löytää oikea prosessi sovelluksellesi. Kokeneen painevaluinsinöörin suunnittelun valmistusta varten (DFM) tekemä katsaus voi tunnistaa vetokulmat, seinämän paksuuden siirtymät ja jakoviivan sijainnit, jotka vaikuttavat siihen, mikä konetyyppi ja ruiskutusmenetelmä tuottaa pienimmän romumäärän ja pisimmän muotin käyttöiän tietylle osageometrialle.