Kuinka kauan kestää Die Casting Ota? Suora vastaus
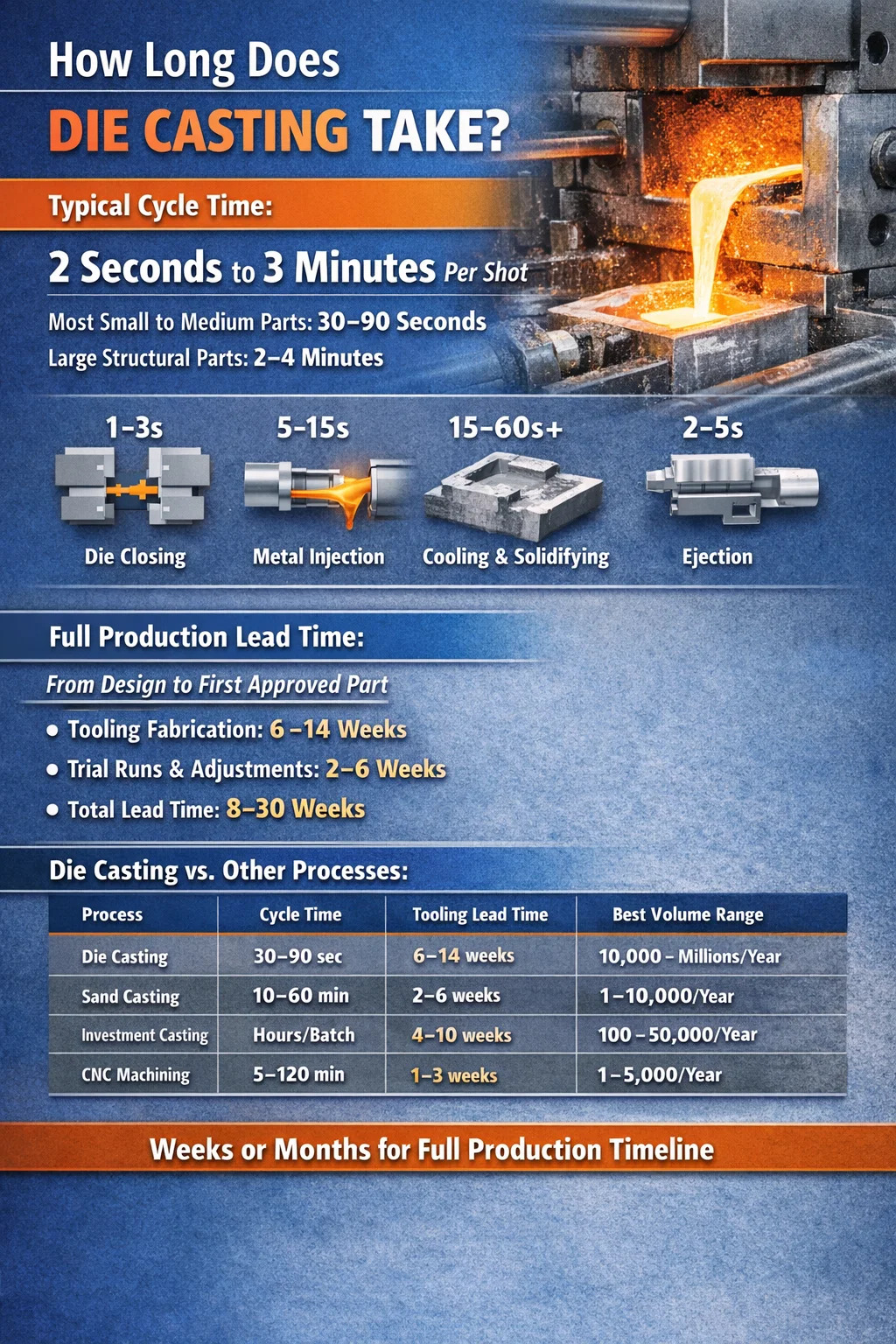
Yksi painevalujakso kestää tyypillisesti mistä tahansa 2 sekunnista 3 minuuttiin riippuen osan koosta, metalliseoksen tyypistä, seinämän paksuudesta ja koneen kokoonpanosta. Useimmille pienille ja keskikokoisille alumiini- tai sinkkikomponenteille – sellaisille joita käytetään autojen kiinnikkeissä, koteloissa ja kulutuselektroniikassa – realistinen sykliaika on 30 ja 90 sekuntia . Sähköajoneuvojen suuret magnesium- tai alumiinirakenneosat voivat painaa ikkunan 2–4 minuuttiin laukausta kohti.
Tämä syklin aikaluku kertoo vain osan tarinasta. Ennen kuin ensimmäinen hyvä osa rullaa pois linjalta, painevalu sisältää työkalujen valmistuksen (joka voi kestää 6–14 viikkoa), koneen asennuksen, muotin esilämmityksen, koekuvaukset ja mittojen vahvistamisen. Raakasuunnittelusta hyväksyttyyn tuotantoosaan koko aikajana mitataan viikkoina tai kuukausina, ei sekunteina.
Sekä otoskohtaisen syklin että kokonaistuotannon aikajanan ymmärtäminen auttaa ostajia, insinöörejä ja käyttöryhmiä asettamaan realistisia odotuksia ja välttämään kalliita aikatauluvirheitä.
Painevaluprosessi: vaiheittainen aikajako
Jokainen painevalusykli koostuu useista peräkkäisistä vaiheista. Jokainen kuluttaa aikaa ja viivästyy missä tahansa vaiheessa kokonaissykliin. Tässä on mitä jokaisen laukauksen sisällä todella tapahtuu:
Muotin sulkeminen ja kiinnitys
Suulakkeen kaksi puoliskoa - kiinteä suulakkeen puolisko ja ejektorin puolisko - tuodaan yhteen ja lukitaan suurella puristusvoimalla. 400 tonnin kylmäkammiokoneelle tämä vaihe kestää suunnilleen 1-3 sekuntia . Suuremmat koneet, joilla on suurempi vetoisuus, siirtävät enemmän massaa ja saattavat vaatia 3–5 sekuntia vain sulkemiseen ja lukituksen vahvistamiseen. Riittämätön puristusvoima johtaa salamavirheisiin, joten tätä vaihetta ei voi kiirehtiä mielivaltaisesti.
Metallin ruiskutus
Sula metalli pakotetaan suulakkeen onteloon paineen alaisena. Kuumakammiopainevalussa – jota käytetään pääasiassa sinkki-, lyijy- ja tinaseoksille – ruiskutusmekanismi upotetaan sulatteeseen, joten täyttöaika on erittäin nopea: 0,01-0,5 sekuntia . Kylmäkammiopainevalussa – jota käytetään alumiinille, kuparille ja magnesiumille – metalli on ensin laskettava erilliseen ruiskuholkkiin lisäämällä muutama sekunti ennen ruiskutuksen aloittamista. Varsinainen onkalotäyttö kylmäkammioprosesseissa tapahtuu edelleen 0,01 - 0,1 sekuntia , mutta kokonaisinjektiovaihe, mukaan lukien valuminen, on lähempänä 5–15 sekuntia.
Kiinteytys ja jäähdytys
Tämä on pisin vaihe useimmissa painevalujaksoissa. Ruiskutuksen jälkeen metallin tulee jäähtyä tarpeeksi, jotta se pystyy kehittämään riittävän rakenteellisen jäykkyyden irtoamista varten ilman vääristymiä. Jäähdytysaika riippuu osan geometriasta, seinämän paksuudesta, metalliseoksen ominaisuuksista ja siitä, kuinka hyvin muotin vesijäähdytyskanavat on suunniteltu ja huollettu.
Ohutseinäiset sinkkiosat (1,5–2,5 mm seinät) voivat jähmettyä sisään 3-8 sekuntia . Yleensä tarvitaan alumiiniosia, joiden seinämä on 3–5 mm 15-40 sekuntia . Paksut alumiinirakennevalut 6–10 mm poikkileikkauksilla voivat vaatia 60-120 sekuntia tai enemmän. Jäähdytysajan lyhentäminen aiheuttamatta huokoisuutta tai vääntymistä on yksi tärkeimmistä suunnitteluhaasteista suurivolyymissa painevalussa.
Suulakkeen avaaminen ja osan irrotus
Kun osa on tarpeeksi kiinteä, suulake avautuu ja ejektorin tapit työntävät valukappaleen ulos ontelosta. Tämä mekaaninen sekvenssi kestää tyypillisesti 2-5 sekuntia . Osat putoavat kuljettimelle tai jäähdytyssäiliöön. Poistovoima on kalibroitava huolellisesti - liian pieni ja osa takertuu; liian paljon ja ohuita piirteitä rikkoutuu tai muotoutuu.
Die Voitelu ja Reset
Poiston jälkeen robotit tai ruiskujärjestelmät levittävät irrotettavaa liukastetta (tyypillisesti vesipohjaista) onteloiden pinnoille. Tämä estää tarttumisen ja auttaa hallitsemaan muotin lämpötilaa. Ruiskutusaika vaihtelee 2-10 sekuntia riippuen muotin monimutkaisuudesta ja ruiskutussuuttimien lukumäärästä. Puhallusjaksot ylimääräisen voiteluaineen poistamiseksi lisäävät vielä 1–3 sekuntia. Sen jälkeen kuoppa sulkeutuu ja seuraava sykli alkaa.
Tyypilliset sykliajat metalliseoksen ja osatyypin mukaan
Eri seoksilla on erilaiset lämpöominaisuudet, ruiskutuspaineet ja jähmettymiskäyttäytyminen. Alla oleva taulukko näyttää edustavat sykliajat yleisille painevalumateriaaleille osakokoluokissa:
| Seos | Osan koko | Tyypillinen kiertoaika | Prosessin tyyppi |
|---|---|---|---|
| Sinkki (Zamak) | Pieni (<100g) | 2-10 sekuntia | Kuuma kammio |
| Sinkki (Zamak) | Keskikokoinen (100–500 g) | 10-30 sekuntia | Kuuma kammio |
| Alumiini (ADC12 / A380) | Pieni (<300g) | 20-45 sekuntia | Kylmä kammio |
| Alumiini (ADC12 / A380) | Keskikokoinen (300g-2kg) | 45-90 sekuntia | Kylmä kammio |
| Alumiini (rakenne) | iso (>2kg) | 90-180 sekuntia | Kylmä kammio |
| Magnesium (AZ91D) | Pienestä keskikokoiseen | 15-50 sekuntia | Kuuma tai kylmä kammio |
| Kupari / Messinki | Pienestä keskikokoiseen | 30-90 sekuntia | Kylmä kammio |
Sinkki tuottaa jatkuvasti lyhyimmät sykliajat alhaisemman sulamispisteen (noin 380–420 °C), nopeamman jähmettymisen ja yhteensopivuuden ansiosta kuumakammiolaitteiden kanssa, jotka eliminoivat valutusvaiheen. Alumiini vaatii huomattavasti enemmän jäähtymisaikaa suuremman lämpömassansa ja valulämpötilansa (620–680°C) ansiosta. Kupariseokset, joiden valulämpötila on yli 900 °C, vaativat kestäviä muottimateriaaleja ja pitkäkestoista jäähdytystä, mikä tekee niistä hitaimpia painevalussa.
Tekijät, jotka määräävät kuinka kauan painevalu kestää
Jaksoaika ei ole mielivaltainen koneen valmistajan antama numero. Se johtuu tietyistä fysikaalisista ja prosessimuuttujista, joita insinöörit voivat mitata, mallintaa ja – merkittävässä määrin – ohjata. Vaikuttavimpia tekijöitä ovat:
Seinän paksuus ja osan geometria
Jäähtymisaika skaalautuu suunnilleen seinämän paksuuden neliön kanssa. Kaksinkertaistaa seinämän paksuuden ja noin nelinkertaistat tarvittavan jäähtymisajan, kaikki muu on sama. Osa, jonka nimellisseinä on 3 mm ja joka jäähtyy 20 sekunnissa, tarvitsee noin 80 sekuntia, jos se suunnitellaan 6 mm:ksi. Tästä syystä valmistettavuuden (DFM) arvioinnit vaativat johdonmukaisesti yhtenäisiä, ohuita seiniä – ei vain materiaalin säästämiseksi, vaan myös kiertoaikojen ja kappalekohtaisten kustannusten pitämiseksi hallittavissa.
Geometria vaikuttaa myös täyttöaikaan. Monimutkaiset ontelot, joissa on kapeat kannattimet, ohuet rivat ja useat ytimet, vaativat hitaampia ruiskutusnopeuksia tai vaarantaa turbulenssin aiheuttaman huokoisuuden. Osat, joissa on syvät taskut tai alaleikkaukset, tarvitsevat sivutoimia (liukuvat ytimet), jotka lisäävät mekaanisia vaiheita avaus- ja sulkemissarjoihin.
Die Lämpötilan hallinta
Suulakkeen lämpötilalla on suora ja voimakas vaikutus sykliaikaan. Liian kylminä käyvät meistit aiheuttavat ennenaikaista jähmettymistä, väärinkäyntiä ja kylmäsulkuja. Liian kuumat meistit pidentävät jäähtymisaikaa ja aiheuttavat juottamisen (metallin tarttuminen suuttimeen). Optimaalinen muottilämpötila-ikkuna alumiinin painevalulle on tyypillisesti 150-250 °C onkalon pinnalla, jota ylläpidetään sisäisten vesijäähdytyskanavien ja ulkoisen suihkujäähdytyksen yhdistelmällä.
Suulakkeen lämpötilansäätimet (DTC:t) kierrättävät lämmitettyä vettä tai öljyä suulakkeen läpi lämpötilan vakauttamiseksi käynnistyksen aikana ja ylläpitämiseksi jatkuvan tuotannon aikana. Hyvin suunniteltu jäähdytyspiiri voi lyhentää jähmettymisaikaa 20–35 % verrattuna saman geometrian optimoimattomaan suulakkeeseen. Huonosti sijoitetut jäähdytyslinjat - liian kaukana paksuista osista - jättävät kuumia kohtia, jotka pakottavat käyttäjät pidentämään jäähdytysaikaa keinotekoisesti vääntyneiden tai rakkuloiden välttämiseksi.
Koneen vetoisuus ja nopeus
Suuremman vetoisuuden koneet siirtävät raskaampia levyjä ja vaativat enemmän aikaa avaus- ja sulkemisiskuihin, jopa nopeilla hydrauli- tai sähkökäyttöillä. 160 tonnin kone saattaa suorittaa puristusjakson 1,5 sekunnissa; 2 000 tonnin kone, joka tekee auton rakenneosia, voi kestää 5–8 sekuntia pelkkään kiinnitykseen. Sähköiset painevalukoneet (servokäyttöiset) saavuttavat yleensä nopeammat ja toistettavammat puristus- ja ruiskutusliikkeet kuin vanhemmat pelkän hydrauliikan koneet ja leikkaavat usein 2–5 sekuntia sykliä kohden keskikokoisissa osissa.
Onteloiden lukumäärä
Monionteloiset muotit tuottavat enemmän osia laukausta kohti lisäämättä syklin aikaa suhteellisesti. Yksionteloinen suulake pienelle sinkkiliittimelle voi toimia 15 sekuntia sykliä kohden, jolloin saadaan 4 laukausta minuutissa. Saman koneen samalle osalle tarkoitettu 16-onteloinen meisti toimii edelleen noin 15–20 sekuntia sykliä kohden, mutta tuottaa nyt 16 osaa sykliä kohden yhden sijasta – mikä vähentää tehokkaasti kappalekohtaista aikaa 15 sekunnista alle 1,5 sekuntiin. Kompromissi on korkeampi meistin hinta (16-onteloinen sinkkisuulake voi maksaa 80 000–150 000 dollaria vs. 15 000–30 000 dollaria yksittäisellä ontelolla) ja monimutkaisempi laadunvalvonta.
Automaatiotaso
Manuaaliset toiminnot - joissa käyttäjä kauhaa metallia, poistaa osia käsin ja ruiskuttaa suulaketta kädessä pidettävällä pistoolilla - lisää syklin ajan vaihtelua 10-30 %. Robottiimu, automaattiset ruiskutusjärjestelmät ja integroidut trimmauspuristimet poistavat tämän vaihtelun. Täysin automatisoiduissa suuria volyymeja valmistavissa tehtaissa, jotka tuottavat autonosia, syklien välinen vaihtelu pidetään rutiininomaisesti alle 1 sekunnissa, mikä mahdollistaa tarkan suorituskyvyn ennustamisen ja tasaisen metallurgisen laadun.
Die Castingin läpimenoajat: suunnittelusta ensimmäiseen tuotantoosioon
Ostajille ja projektipäälliköille syklin aika laukausta kohti on usein vähemmän tärkeä kuin kokonaistoimitusaika ostotilauksesta ensimmäiseen hyväksyttyyn toimitukseen. Tämä aikajana jakautuu useisiin erillisiin vaiheisiin:
Työkalujen suunnittelu ja valmistus
Painevalumuotit ovat monimutkaisia, tarkkuuskoneistettuja työkaluja, jotka on valmistettu kuumatyötyökaluteräksestä H13 tai vastaavasta teräksestä. Keskikokoinen alumiinipainevalutyökalu – yksi onkalo, kohtalainen geometria, ei sivutoimia – kestää yleensä 6-10 viikkoa valmistaa hyväksytystä suunnittelusta. Metrit, joissa on useita sivutoimia, monimutkainen sisäinen jäähdytys tai tiukat mittatoleranssit voivat kestää 10-16 viikkoa . Työkalukustannukset vaihtelevat noin 15 000 dollarista yksinkertaisesta sinkkisuuttimesta yli 300 000 dollariin suuressa rakenteellisessa alumiinisuuttimessa, jossa on tyhjiöjärjestelmä ja useita ytimiä.
Toimittajat Kiinassa ja Kaakkois-Aasiassa tarjoavat usein 4–6 viikkoa työkaluille, mutta tämä sulkee usein pois suunnittelun tarkistussyklit ja saattaa sisältää tiivistetyt aikajanat, jotka lisäävät koeiskujen määrää ja viivästävät osien hyväksyntää.
Kokeilulaukaukset ja osakelpoisuus
Kun suulake on asennettu koneeseen, prosessi alkaa T1 (ensimmäinen kokeilu) laukauksella. Näitä alkukuvia käytetään prosessin perusparametrien – ruiskutusnopeuden, täyttöpaineen, suuttimen lämpötilan ja jäähdytysajan – määrittämiseen. On äärimmäisen harvinaista, että muotti tuottaa vaatimustenmukaisia osia ensimmäisenä koepäivänä. Useimpien ohjelmien budjetti 2-4 koekierrosta 2–6 viikon ajan prosessin virittämiseen, mittapoikkeamien korjaamiseen ja pintavirheiden korjaamiseen.
Autoteollisuuden painevalut vaativat PPAP:n (Production Part Approval Prosessi) tai vastaavan asiakirjan, mukaan lukien mittaraportit, materiaalisertifioinnit ja prosessin suorituskykytutkimukset (Cpk ≥ 1,67 kriittisten ominaisuuksien osalta). Tämä dokumentointivaihe voi lisätä vielä 2–4 viikkoa sen jälkeen, kun osat ovat läpäisseet mittatarkastuksen.
Kokonaistoimitusajan yhteenveto
- Yksinkertainen osa, ei sivutoimia, ei-auto: 8-14 viikkoa työkalutilauksesta ensimmäiseen hyväksyttyyn lähetykseen
- Keskikokoinen autojen painevalu: 14-22 viikkoa
- Suuri rakenneosa tyhjiövalulla ja PPAP:lla: 20-30 viikkoa
- Prototyyppipainevalu (pehmeät työkalut, alumiini- tai kirksiittimuotit): 2-4 viikkoa , rajoitettu äänenvoimakkuus, pienempi tarkkuus
Hot Chamber vs Kylmäkammio painevalu: Aikavertailu
Kaksi pääpuristusvaluprosessiluokkaa eroavat toisistaan huomattavasti nopeudeltaan niiden perustavanlaatuisen mekaanisen arkkitehtuurin vuoksi:
Kuumakammio painevalu
Kuumakammiokoneissa ruiskutussylinteri (hanhenkaula) on pysyvästi upotettu sulaan metallikylpyyn. Kun mäntä vetäytyy sisään, metalli täyttää kammion automaattisesti. Kun se etenee, metalli pakotetaan hanhenkaulan läpi suulakkeeseen. Koska erillistä kaatovaihetta ei ole, sykliajat ovat dramaattisesti lyhyemmät — Pienet sinkkiosat voivat pyöriä 300–500 laukausta tunnissa monionteloisissa meistiissä. Tämä prosessi rajoittuu matalan sulamispisteen metalliseoksiin (sinkki, lyijy, tina, jonkin verran magnesiumia), koska korkeammat lämpötilat hajottavat upotetut komponentit nopeasti.
Cold Chamber Die Casting
Kylmäkammiokoneet pitävät ruiskutusmekanismin erillään sulatusuunista. Käyttäjä tai automatisoitu kauharobotti siirtää mitatun metallisuihkun ammusholkkiin ennen jokaista sykliä. Tämä lisää 5-15 sekuntia sykliä kohden verrattuna kuumaan kammioon, mutta mahdollistaa korkean lämpötilan metalliseosten, kuten alumiinin, magnesiumin ja kuparin, käsittelyn, mikä tuhoaisi vedenalaisen hanhenkaulan. Suurin osa painon painevalusta - erityisesti autojen alumiiniosat - käyttää kylmäkammioisia koneita.
Käytännössä kuumakammiokoneella valmistettu sinkkiliitin saattaa maksaa 0,08–0,25 dollaria kappaleelta pelkästään sykliajassa. Saman osan geometria, joka on suunniteltu uudelleen alumiiniksi kylmäkammiokoneessa, voisi aiheuttaa sykliaikaan liittyvät kustannukset 0,40–1,20 dollaria kappaleelta – todellinen kustannustekijä suurivolyymissa kulutuselektroniikkasovelluksissa, joissa sadat miljoonat yksiköt vuodessa ovat tärkeitä.
Kuinka painevalua verrataan muihin valmistusprosesseihin nopeudella
Painevalu on yksi nopeimmista menetelmistä valmistaa monimutkaisia metalliosia mittakaavassa, mutta sen nopeusetu on selkein suurilla määrillä. Vertailu muihin yleisiin metallinmuovausprosesseihin selventää painevalutelineiden sijaintia:
| Process | Jaksoaika (keskikokoinen osa) | Työkalujen läpimenoaika | Paras äänenvoimakkuusalue |
|---|---|---|---|
| Die Casting | 30-90 sekuntia | 6-14 viikkoa | 10 000-miljoonaa/vuosi |
| Hiekkavalu | 10-60 minuuttia | 2-6 viikkoa | 1-10 000/vuosi |
| Investointi Casting | Tunteja erää kohden | 4-10 viikkoa | 100-50 000/vuosi |
| CNC-työstö | 5-120 minuuttia | 1-3 viikkoa (tapahtumat) | 1-5000/vuosi |
| Pysyvä muottivalu | 2-10 minuuttia | 4-8 viikkoa | 1000-100000/vuosi |
Painevalun nopeusetu hiekkavaluon ja investointivaluon verrattuna on huomattava – usein 10-50 kertaa nopeampi kappaletta kohden täydellä tuotannolla. Tämä nopeusetu yhdistettynä erinomaiseen mittojen toistettavuuteen (ei-kriittisten ominaisuuksien toleranssit ±0,1 mm pidetään rutiininomaisesti) selittää, miksi painevalu hallitsee auto-, kulutuselektroniikka- ja laitevalmistusta noin 10 000 osaa vuodessa.
Strategiat painevalusyklin lyhentämiseksi
Suuren volyymin tuotannossa jopa 5 sekunnin lyhennys sykliajassa johtaa suoraan mitattavissa oleviin kustannussäästöihin. Osa, joka käy 60 sekuntia sykliä kohden koneessa, jonka kuormitusaste on 120 dollaria/tunti, maksaa 2,00 dollaria per sykli. Lyhennä se 50 sekuntiin ja kappalekohtainen hinta putoaa 1,67 dollariin – 16,5 %:n alennus ilman materiaalin, työvoiman tai yleiskustannusten vaihtamista. Miljoonalla osilla vuodessa, mikä tarkoittaa 330 000 dollarin vuosittaista säästöä yhdestä prosessin parannuksesta. Tehokkaimmat sykliajan lyhentämisstrategiat ovat:
Optimoi jäähdytyspiirin suunnittelu
Konformaalinen jäähdytys – jossa jäähdytyskanavat seuraavat ontelon muotoa sen sijaan, että ne kulkisivat suorina linjoina – voi lyhentää jäähdytysaikaa 20–40 % verrattuna perinteisiin porattuihin kanaviin. Konformaaliset kanavat valmistetaan additiivisella valmistuksella (työkaluterästen 3D-tulostus) ja jäähdytysveden sijoittaminen lähemmäs monimutkaisia pintoja. Työkalujen etukäteiskustannukset (yleensä 10 000–40 000 dollaria ylimääräistä teräsarjaa kohti) palautetaan nopeasti suurissa ohjelmissa.
Käytä tehostuspainetta oikein
Korkean tehostuspaineen (2. vaiheen paine) käyttäminen välittömästi ontelon täytön jälkeen pakottaa metallin jokaiseen yksityiskohtaan ja kompensoi kutistumista jähmettymisen aikana. Oikea tehostaminen vähentää mikrohuokoisuutta, mikä puolestaan mahdollistaa ohuemmat seinät - jotka jäähtyvät nopeammin. Tämä on epäsuora mutta tehokas reitti lyhyempiin sykliaikoihin parantuneen osien suunnittelun luottamuksen ansiosta.
Minimoi poistolämpötila
Osia voidaan irrottaa korkeammissa lämpötiloissa kuin monet käyttäjät olettavat, jos geometria ei ole taipuvainen vääntymään ja ejektorin tappien sijoitus on oikea. Testaus lämpökuvauksella ja vääntymismittauksella antaa tiimille mahdollisuuden tunnistaa kokeellisesti pienin turvallinen jäähdytysaika. Monet tuotantoohjelmat toimivat 10–20 % pidempään kuin on tarpeen yksinkertaisesti siksi, että niitä ei koskaan optimoitu uudelleen alkuasennuksen jälkeen.
Ota käyttöön reaaliaikainen prosessien seuranta
Nykyaikaiset painevalukoneet, jotka on varustettu ontelopaineen, männän nopeuden ja suulakkeen lämpötilan antureilla, voivat säätää prosessiparametreja automaattisesti laukauksesta toiseen. Tämä mukautuva ohjaus estää liian konservatiiviset jäähdytysajat, jotka käyttäjät asettavat manuaalisesti välttääkseen satunnaisia virheellisiä otoksia. Tasaiset prosessiolosuhteet vähentävät myös romun määrää, mikä parantaa tehokkaasti nettomäärää muuttamatta koneen työkiertoa lainkaan.
Uudelleensuunnittelu yhtenäistä seinäpaksuutta varten
Paksut ulokkeet, rivat tai pehmusteet, jotka poikkeavat merkittävästi nimellisseinän paksuudesta, luovat kuumia kohtia, jotka määräävät koko osan vähimmäisjäähdytysajan. Paksujen osien poistaminen, säteen siirtymien lisääminen ja kiinteiden tyynyjen korvaaminen uurretuilla rakenteilla voivat poistaa nämä pullonkaulat. Yhdessä dokumentoidussa autokannattimen uudelleensuunnittelussa maksimiseinämän pienentäminen 8 mm:stä 5 mm:iin (säilyttäen samalla lujuutta rivan geometrian ansiosta) lyhensi jäähdytysaikaa 75 sekunnista 42 sekuntiin – 44 %:n vähennys, joka siirsi osan huomattavasti pienempään, halvempaan koneluokkaan.
Castingin jälkeiset toiminnot ja niiden aikavaatimukset
Painevalu on vasta alkua. Useimmat painevaletut osat vaativat lisätoimenpiteitä ennen kuin ne ovat valmiita lähetettäväksi tai koottavaksi. Nämä valun jälkeiset vaiheet lisäävät aikaa – joskus enemmän kuin itse valujakso – ja ne on suunniteltava yleiseen tuotannon aikatauluun:
- Trimmaus/poisto: Salaman (ohuet metallirivat erotuslinjojen kohdalta) ja jako-/porttijärjestelmien poisto. Manuaalinen välähdys: 30–120 sekuntia per osa. Automaattinen trimmauspuristus: 3–10 sekuntia per osa.
- Haulipuhallus: Pintojen puhdistus ja tekstuurin parantaminen. Eräjakso: 5–15 minuuttia osien kuormalle.
- CNC-työstö: Valupintojen poraus, kierteitys ja tarkkuusjyrsintä. Aika vaihtelee suuresti: 30 sekunnista 10 minuuttiin riippuen ominaisuuksista ja kiinnityksestä.
- Lämpökäsittely (T5/T6 alumiinille): Ratkaisuhoito ja keinotekoinen ikääntyminen voivat kestää 6-24 tuntia yhteensä ja vaatii eräuunin ajoituksen.
- Pintakäsittely (anodisointi, jauhemaalaus, maalaus): 1-48 tuntia prosessista ja viimeistelyluokasta riippuen.
- Tarkastus ja mittamittaus: CMM-tarkastus ensimmäisistä artikkeleista tai näytesuunnitelmista: 10–60 minuuttia per osa kattavia raportteja varten.
Kun jälkivalutoiminnot sisältyvät, kokonaisvalmistusaika osaa kohden työpajassa voidaan mitata tunteina tai päivinä sekuntien sijaan. Tehokkaat tuotantosolut yhdistävät robottipoiston, rivin trimmauspuristimet ja integroidut kuljettimet minimoimaan toimintojen välisen ajan ja vähentämään prosessissa olevaa varastoa.
Yleisiä väärinkäsityksiä painevaluajasta
Useat jatkuvat väärinkäsitykset painevalun aikatauluista aiheuttavat ongelmia hankinnassa, ohjelman suunnittelussa ja kustannusarviossa:
"Painevalu on aina nopeaa"
Painevalu on nopeaa identtisten osien suuria tuotantomääriä varten. Se ei ole nopea pienille volyymeille, koska työkalujen läpimenoaika hallitsee aikajanaa. 500 kappaleen prototyyppitilauksessa 10 viikon työkalujen läpimenoaika tekee painevalusta hitaampaa kuin CNC-koneistuksen tai jopa investointivalun ensimmäiseen osaan kuluvan ajan suhteen. Tästä syystä prototyyppipainevalu väliaikaisilla alumiinityökaluilla on olemassa luokkana - se hyväksyy työkalun käyttöiän vaarantuneen osien saamiseksi nopeammin.
"Nopeampi kiertoaika tarkoittaa aina pienempiä kustannuksia"
Jakson ajan lyhentäminen alle prosessin vakaan minimin lisää romun määrää ja muotin huoltotiheyttä. Jäähdytysajan lyhennys 10 sekunnilla, mikä lisää romun määrää 2 prosentista 8 prosenttiin, säästää koneen aikaa, mutta lisää metalli- ja jälkikäsittelykustannuksia. Optimaalinen sykliaika minimoi kokonaiskustannukset hyvää osaa kohti – ei vain koneaikaa. Tämä edellyttää, että romu- ja korjauskustannukset huomioidaan koneen kuormitusasteen kanssa.
"Toimittajani ilmoittama läpimenoaika on kokonaistoimitusaika"
Toimittajat ilmoittavat tyypillisesti työkalujen läpimenoajan ja joskus T1-näytteen toimitusajan. Niihin sisältyy harvoin aikaa suunnittelun tarkistusten iteraatioihin, asiakaspuolen mittojen hyväksyntään, PPAP-dokumentaation valmisteluun tai logistiikkaan. Ostajat, jotka pitävät ilmoitettua työkaluaikaa kokonaistuotantoaikana, ovat säännöllisesti 4–8 viikkoa aikataulusta jäljessä. Realistinen ohjelmasuunnitelma lisää vähintään 3–6 viikkoa toimittajan ilmoittamaan numeroon osien hyväksyntää ja toimitusketjun määrittämistä varten.