Voiko 6061-alumiinia painevalua? Suora vastaus
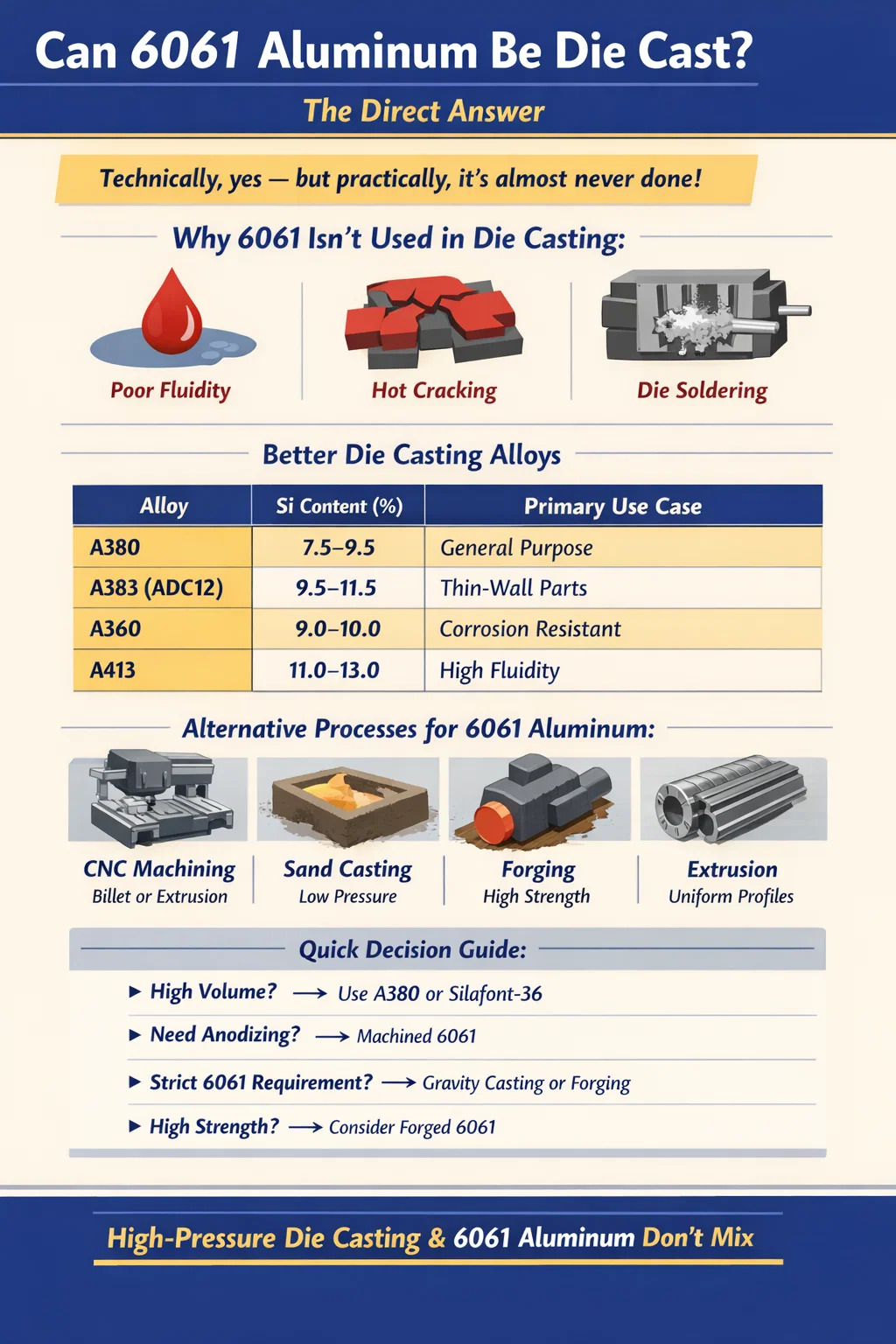
Teknisesti kyllä, mutta käytännössä valmistuksessa 6061 alumiinia ei käytetä lähes koskaan painevalussa , ja useimmat painevalulaitokset eivät suosittele sitä. Syy löytyy seoskemiasta. 6061 on taottu alumiiniseos, mikä tarkoittaa, että se on suunniteltu erityisesti prosesseihin, kuten suulakepuristamiseen, valssaukseen ja takomiseen – ei ruiskutettavaksi terässuulakkeisiin korkeassa paineessa. Sen magnesium- ja piipitoisuus, vaikka se soveltuu erinomaisesti rakenteelliseen suorituskykyyn lämpökäsittelyn jälkeen, aiheuttaa vakavia ongelmia painevaluympäristössä: huono juoksevuus, kuumahalkeilutaipumus ja juotosongelmat, jotka lisäävät romun määrää ja työkalukustannuksia.
Alumiiniseokset, jotka hallitsevat painevalu teollisuus on suunniteltu prosessia varten. A380, A383, A360 ja ADC12 muodostavat ylivoimaisen enemmistön alumiinipuristusvaluista maailmanlaajuisesti juuri siksi, että niiden piipitoisuus – tyypillisesti 8–12 % – antaa niille sulatteen juoksevuuden, lämpökäyttäytymisen ja jähmettymisominaisuudet, joita painevalu vaatii. 6061 sisältää vain 0,4–0,8 % piitä , paljon alle kynnyksen, joka tarvitaan luotettavaan, suuren volyymin painevaluon.
Tässä artikkelissa selitetään, miksi 6061 käyttäytyy samalla tavalla kuin painevalussa, mitä vaihtoehtoja on olemassa ja missä skenaarioissa eri lejeeringin valitseminen – tai erilainen prosessi kokonaan – tuottaa parempia tuloksia pienemmillä kustannuksilla.
6061 alumiinin ymmärtäminen: seoksen koostumus ja sen vaikutukset
6061 alumiini on 6xxx-sarjan seos, mikä tarkoittaa, että sen ensisijaiset seosaineet ovat magnesium (Mg) ja pii (Si). Vakiokoostumusalue on seuraava:
| Elementti | Koostumusalue (%) | Rooli Seosssa |
|---|---|---|
| Pii (Si) | 0,40 - 0,80 | Vahvistus Mg2Si:n kautta saostuu |
| Magnesium (Mg) | 0,80 – 1,20 | Ensisijainen vahvistava elementti |
| Kupari (Cu) | 0,15 – 0,40 | Lisälujuus, vähentää hieman korroosionkestävyyttä |
| Kromi (Cr) | 0,04 - 0,35 | Raerakenteen hallinta |
| rauta (Fe) | Max 0,70 | Satunnainen; valvottu epäpuhtaudeksi |
| Alumiini (Al) | Saldo (~96–99) | Epäjaloa metallia |
Mg:n ja Si:n yhdistelmä muodostaa magnesiumsilikaa (Mg2Si) saostumaa lämpökäsittelyn aikana (T4 tai T6 temper), mikä antaa 6061-T6:lle sen hyvin tunnetun noin vetolujuuden. 310 MPa (45 000 psi) . Tämä kovettumisvaste on yksi lejeeringin suurimmista eduista – mutta se on jälkikäsittelyetu, ei valuetu.
Sitä vastoin alhainen piipitoisuus tarkoittaa, että sulalla seoksella on korkea viskositeetti ja kapea jähmettymisalue. Kun se kaadetaan tai ruiskutetaan suulakkeeseen, se ei valu helposti ohuisiin seiniin tai monimutkaisiin geometrioihin. Tuloksena on epätäydellisiä täyttöjä, kylmäsulkuja ja huokoisuutta – vikoja, jotka ovat erityisen ongelmallisia rakenteellisissa tai painetiiviissä painevaluosissa.
Miksi 6061 toimii huonosti painevaluprosessissa
Painevalu on korkeapaineinen ja nopea prosessi. Sula alumiini ruiskutetaan terässuuttimeen paineilla, jotka tyypillisesti vaihtelevat 10 000 - 30 000 psi (69 - 207 MPa) , täyttöajoilla millisekunteina mitattuna. Seoksen tulee virrata välittömästi kiskojen ja porttien läpi, täyttää ohuet osat kokonaan ja jähmettyä ennustettavasti. 6061 luo useita vikapisteitä tähän ympäristöön.
Huono sulan juoksevuus
Alumiinivaluseosten juoksevuutta säätelee pitkälti piipitoisuus. Pii alentaa sulamispistettä, leventää neste-kiintoainelämpötilaikkunaa ja vähentää sulatteen pintajännitystä. Painevalulejeeringit, kuten A380, sisältävät noin 8,5 % piitä. 6061 sisältää alle 1 %. Sujuvuustesteissä (esim. spiraalijuoksutesteissä) A380 täyttää jatkuvasti kaksi tai kolme kertaa pituudeltaan 6061-sulan samoissa olosuhteissa. Ohutseinäisiä alle 2 mm:n osia on käytännössä mahdotonta täyttää luotettavasti 6061:llä.
Kuumakrakkaus jähmettymisen aikana
6061:llä on laaja jähmettymisalue – ero likviduksen (~652°C) ja soliduksen (~582°C) välillä on noin 70°C. Tämän puolikiinteän vaiheen aikana seos on herkkä kuumarepeytymiselle: osittain jähmettynyt runko supistuu, mutta nestemäinen metalli ei voi virrata tarpeeksi nopeasti jäljellä olevien kanavien läpi kompensoidakseen. Seurauksena on sisäisiä halkeamia. Korkeapiipitoisilla painevaluseoksilla on kapeammat jähmettymisalueet , mikä tarkoittaa, että metalli muuttuu nestemäisestä kiinteäksi nopeammin ja tasaisemmin, mikä vähentää dramaattisesti kuumahalkeiluriskiä.
Juotos- ja työkaluvauriot
Juotos tapahtuu, kun alumiini kiinnittyy terässuulakkeen pintaan. Suuttimen rautapitoisuus reagoi sulassa olevan alumiinin kanssa muodostaen metallien välisiä rauta-alumiiniyhdisteitä (Fe-Al IMC:itä) muotin pinnalle. Pii toimii puskurina – se reagoi ensisijaisesti raudan kanssa muodostaen Fe-Si-faaseja, jotka ovat vähemmän tarttuvia ja helpompia vapauttaa. Koska 6061:ssä on vähän piitä, se on paljon alttiimpi juottautumaan muotin pintaan. Tämä lisää irrotusvoimia, aiheuttaa valussa pintavikoja ja nopeuttaa muotin eroosiota. 6061:n muotin käyttöikä painevalukokeissa on raportoitu olevan huomattavasti lyhyempi verrattuna tavallisiin painevaluseoksiin.
Lämpökäsittelyn komplikaatiot
Yksi 6061:n tärkeimmistä nähtävyyksistä on sen vaste T6-lämpökäsittelyyn, joka nostaa vetolujuuden noin 125 MPa:sta (18 000 psi) hehkutetussa tilassa noin 310 MPa:iin (45 000 psi). Kuitenkin painevaletut osat - jopa yhteensopivissa metalliseoksissa - ovat tunnetusti vaikeita lämpökäsitellä, koska muotin nopea jähmettyminen vangitsee kaasun huokoisuuden. Kun huokoista painevalua liuoslämpökäsitellään noin 530°C:n lämpötiloissa, loukkuun jäänyt kaasu laajenee ja aiheuttaa rakkuloita pintaan. 6061 painevalut joutuisivat kohtaamaan saman ongelman, vaikka ne olisivat jo kärsineet valun aikana esiintyvistä juoksevuus- ja halkeiluongelmista. Lopputuloksena on, että 6061:n oletettua lujuusetua ei voida luotettavasti toteuttaa painevalulla joka tapauksessa.
Mitä alumiiniseoksia todellisuudessa käytetään painevalussa
Painevaluteollisuus on päättänyt lyhyen luettelon alumiiniseoksista, jotka tarjoavat jatkuvasti luotettavia ja laadukkaita tuloksia. Näiden vaihtoehtojen ymmärtäminen on välttämätöntä arvioitaessa painevalua osalle, joka suunniteltiin alun perin vuoden 6061 paikkeilla.
| Seos | Si-pitoisuus (%) | UTS (MPa) | Ensisijainen käyttötapaus |
|---|---|---|---|
| A380 | 7,5 - 9,5 | ~317 | Yleiskäyttöinen; yleisimmin käytetty painevaluseos maailmanlaajuisesti |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Monimutkaiset ohutseinäiset osat; parempi juoksevuus kuin A380 |
| A360 | 9,0 – 10,0 | ~317 | Painetiiviys, korroosionkestävyys |
| A413 | 11.0 – 13.0 | ~296 | Korkein juoksevuus; hydrauliset komponentit, monimutkaiset valukappaleet |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Jopa ~350 (T5/T7) | Rakenteelliset autojen kuolla valut; lämpökäsiteltävissä |
| 6061 | 0,40 - 0,80 | 310 (T6, taottu) | Ekstruusio, taonta, koneistus – ei painevalu |
Pelkästään A380 vastaa arviolta 60 % tai enemmän kaikista Pohjois-Amerikassa valmistetuista alumiinipainevaluista . Sen hyvien mekaanisten ominaisuuksien, erinomaisen valuvuuden ja kohtuullisten kustannusten yhdistelmä tekee siitä alan oletusarvon. Kun suunnittelijat tarvitsevat lujampaa lämpökäsiteltävää painevalettua alumiinia, he käyttävät yhä useammin seoksia, kuten Silafont-36 tai Aural-2, jotka on suunniteltu alusta alkaen yhdistämään hyvä painevalukäyttäytyminen ja kyky reagoida ikääntymiseen - jotain 6061 ei pysty toimittamaan painevalettuina.
Kun insinöörit määrittävät 6061:n ja miksi he vaihtavat
Monissa tuotekehitysskenaarioissa insinöörit määrittävät 6061:n projektin alussa, koska he tuntevat sen tai koska prototyypit koneistettiin 6061-aihiosta. Kun tuotantomäärät kasvavat ja painevalusta tulee houkuttelevaa kustannusten alentamiseksi, kysymyksestä 6061:n säilyttämisestä tulee todellinen päätöskohta. Tyypillinen tulos on vaihto yhteensopivampaan painevaluseokseen, mutta logiikkaa kannattaa tarkastella yksityiskohtaisesti.
Mekaaniset ominaisuudet
Insinöörit määrittävät 6061-T6:n usein sen noin 310 MPa:n vetolujuuteen ja 276 MPa:n myötörajaan. Kysymys on siitä, vaaditaanko sovellus todella näitä ominaisuuksia vai onko ne valittu konservatiivisesti tutun perusteella. Painevalettu A380 saavuttaa noin 317 MPa:n UTS:n, joka on hyvin lähellä 6061-T6:ta, ja myötöraja on noin 159 MPa. Sovelluksissa, joissa myötöraja on kriittinen parametri – kuten rakenteelliset kannattimet tai kantavat kotelot – A380 saattaa jäädä vajaaksi, ja insinöörillä on kaksi vaihtoehtoa: suunnitella geometriaan seinämän paksuuden kompensoimiseksi tai vaihtaa lämpökäsiteltävään painevaluseokseen, kuten Silafont-36, joka voi saavuttaa myötölujuuden 240 T5 MPa tai enemmän käsittelyn jälkeen.
Korroosionkestävyys
6061 tunnetaan hyvästä korroosionkestävyydestä erityisesti meri- ja ulkoilmaympäristöissä. A380 sisältää korkeamman kuparipitoisuuden (jopa 3,5 %), mikä vähentää sen korroosionkestävyyttä verrattuna 6061:een. Jos osan on kestettävä suolasumua tai sitä käytetään rannikkoympäristössä ilman pinnoitetta, A380 saattaa vaatia pintakäsittelyn. A360 on vähäkuparinen vaihtoehtoinen painevaluseos, joka tarjoaa paremman korroosionkestävyyden, ja se määritetään usein, kun anodisointi- tai kromaattikonversiopinnoitteet ovat osa prosessia.
Anodisointi ja pintakäsittely
6061 anodisoituu poikkeuksellisen hyvin. Vähärautainen ja vähän kuparia sisältävä koostumus tuottaa kirkkaan, yhtenäisen anodisen oksidikerroksen. Painevalulejeeringit, erityisesti ne, joissa on korkea piipitoisuus, anodisoituvat huonosti – piihiukkaset pysyvät anodisoimattomina ja näkyvät tummanharmaina tai mustina täplinä oksidikerroksessa, mikä tekee koristeellisesta kirkkaasta anodisaatiosta lähes mahdotonta. Jos osa vaatii kirkasta tai värillistä anodisointia esteettisistä syistä, painevalu on väärä prosessi seoksesta riippumatta. Hiekkavalu tai painovoiman pysyvä muottivalu 6061:llä tai vastaavilla muokatuilla seoksilla, jota seuraa T6-käsittely, on parempi tapa anodisoiduille osille kohtuullisilla tilavuuksilla.
Koneistettavuus
6061 on ilo koneistaa. Se tuottaa puhtaita lastuja, pitää tiukat toleranssit ja hyväksyy kierteityksen ja kierteityksen hyvin. Painevalulejeeringit ovat yleensä kovempia leikkuutyökaluissa niiden hankaavan piipitoisuuden vuoksi, vaikka A380 on edelleen melko koneistettavissa painevalustandardien mukaan. Jos valun jälkeen tarvitaan merkittävää jälkityöstöä – esimerkiksi tarkkuusreiät, kierreterät tai tiukat tasaisuustoleranssit – tämä on otettava huomioon A380:lla painevalun ja vaihtoehtoisten 6061:tä käyttävien prosessien prosessikustannusten vertailussa.
Vaihtoehtoiset valmistusprosessit 6061-alumiinille
Koska 6061 ei sovellu painevaluon, insinöörien, jotka tarvitsevat 6061:n materiaaliominaisuuksia, tulisi harkita seuraavia valmistusprosesseja, joista jokaisella on omat kompromissinsa geometrian, pinnan viimeistelyn, kustannusten ja tilavuuden skaalautuvuuden suhteen.
CNC-työstö aihiosta tai suulakepuristamisesta
Pienille ja keskisuurille määrille – tyypillisesti alle 1 000 osaa vuodessa – 6061-aihion tai ekstruusiomassan koneistus on usein kustannustehokkain tapa. 6061 koneet suurilla nopeuksilla ja erinomaisella työkalun käyttöiällä. Asiantunteva CNC-liike voi säilyttää ±0,025 mm:n (±0,001 tuuman) toleranssit rutiininomaisesti. Rajoituksena on materiaalihukkaa (osto-lentosuhteet voivat olla korkeat monimutkaisissa osissa) ja monimutkaisten geometrioiden sykliaika. Suuren volyymin tuotannossa koneistuksen osakustannukset ylittävät nopeasti valun kustannukset.
Hiekkavalu ja pysyvä muottivalu
6061 voidaan hiekkavalata tai syöttää painovoimalla pysyviin muotteihin. Näihin prosesseihin liittyy pienempi ruiskutuspaine kuin painevalussa, jolloin seokselle jää aikaa täyttää muotti. Hiekkavalua 6061 harjoitetaan ilmailu- ja puolustusteollisuudessa , jossa materiaalin sertifiointivaatimukset edellyttävät lejeeringin koostumusta ja lämpökäsittelyvastetta sen sijaan, että sallittaisiin korvaaminen tavallisella painevaluseoksella. T6-käsiteltyjen 6061 hiekkavalujen myötölujuus on tyypillisesti alueella 220–260 MPa, joka on hieman muokatun arvon alapuolella, mutta riittää moneen rakennesovellukseen. Hiekkavalun työkalukustannukset ovat alhaiset (monissa tapauksissa alle 5 000 dollaria), mikä tekee siitä kannattavan yhdestä prototyypistä useisiin tuhansiin osiin vuodessa.
Takominen
6061 on yksi yleisimmin taotetuista alumiiniseoksista. Takominen kohdistaa raerakenteen osan jännityslinjoja pitkin, mikä tuottaa mekaanisia ominaisuuksia, jotka ylittävät sekä valetut että koneistetut osat. Taotut 6061-T6 voivat saavuttaa vetolujuuden 330–350 MPa ja myötöraja 295–310 MPa — huomattavasti korkeampi kuin vakiomuokatun levyn eritelmä. Ilmailu- ja avaruusteollisuuden rakenneosat, polkupyörän komponentit ja autojen jousitusosat on usein taottu 6061:stä. Haittapuolena on, että taontamuotit ovat kalliita (usein 20 000–80 000 dollaria per muottisarja) ja prosessi soveltuu parhaiten osiin, joiden geometria on suhteellisen yksinkertainen ja joissa ei ole alileikkauksia.
Ekstruusio
Ekstruusio on luultavasti 6061:n alkuperäinen prosessi. Seos virtaa muotin läpi tuottaakseen pitkiä, vakiopoikkileikkauksellisia profiileja suurella nopeudella. Suulakepuristusmuotit maksavat 500–3 000 dollaria yksinkertaisista profiileista, joten tämä prosessi on käytettävissä myös pienillä volyymeilla. Monimutkaiset poikkileikkaukset ontoilla kammioilla ovat saavutettavissa. Toissijaiset toiminnot, kuten pituuden sahaus, lävistys, poraus ja taivutus, tekevät ekstrudoidusta 6061:stä valmiita rakenneosia. Rajoituksena on, että poikkileikkauksen on oltava tasainen koko pituudella – suulakepuristus ei voi tuottaa kolmiulotteista monimutkaisuutta, joka painevalulla saavutetaan.
Tiksovalu ja reocasting (puolikiinteä käsittely)
Puolikiinteän metallin (SSM) prosessointi on kapealla mutta tarkoituksenmukainen vaihtoehto. Tiksovalussa erityisesti valmistettu 6061-aihio, jossa on tiksotrooppinen mikrorakenne, kuumennetaan puolikiinteälle alueelle ja ruiskutetaan suulakkeeseen. Koska materiaali on osittain kiinteää, se virtaa ennakoitavammin, vähemmän turbulenssilla ja vähemmän huokoisuudella kuin perinteinen painevalu. Tutkimustutkimukset ovat osoittaneet sen thixocast 6061-T6 voi saavuttaa 280–310 MPa:n vetolujuuden , hyvin lähellä muokattua vertailuarvoa. Rajoituksena on hinta: aihion valmistusprosessi (SIMA- tai MHD-menetelmät) lisää kustannuksia ja prosessiikkuna on kapea ja vaatii tiukkaa lämpötilan hallintaa. 6061:n SSM-käsittelyä käytetään auto- ja ilmailukomponenteissa, joissa mekaanisen suorituskyvyn ja monimutkaisen geometrian on oltava rinnakkain, mutta se ei ole yleinen tuotantoprosessi.
Korkeapainevalu vs. matalapaine- ja painovoimaprosessit: vaikutus 6061:n elinkelpoisuuteen
Eri valuprosessiperheet kannattaa erottaa toisistaan, koska 6061:n haasteet vaihtelevat huomattavasti täyttöpaineen ja nopeuden mukaan.
- Korkeapainevalu (HPDC) : Ruiskutuspaineet 10 000–30 000 psi, täyttöajat 10–100 ms. 6061 on täysin sopimaton. Alhaisen juoksevuuden, kuumahalkeiluherkkyyden ja juottamisen yhdistelmä tekee luotettavan tuotannon mahdottomaksi kaupallisessa mittakaavassa.
- Matalapaineinen painevalu (LPDC) : Paineet 5–15 psi (0,03–0,1 MPa), paljon hitaammat täyttönopeudet. 6061 on parempi täällä. LPDC:tä käytetään pyörien valmistukseen ja joissakin autoteollisuuden valukappaleissa. Hitaampi täyttö vähentää turbulenssia ja mahdollistaa joidenkin alhaisemman juoksevuuden omaavien metalliseosten suorituskyvyn hyväksyttävästi. 6061 voi olla matalapainevalu asianmukaisella lämpötilan hallinnalla, vaikka se vaatii huolellista prosessin valvontaa.
- Painovoima pysyvä muotti (GPM / kylmävalu) : Ei painetta; metalli täyttyy painovoiman vaikutuksesta. Tämä on seoksen yhteensopivuuden kannalta anteeksiantavin valuprosessi 6061:lle. GPM-valut 6061:ssä voidaan luotettavasti T6-lämpökäsitellä ja saavuttaa hyödyllisiä rakenteellisia ominaisuuksia. Pinnan viimeistely ja mittojen yhtenäisyys ovat huonompia kuin HPDC, mutta prosessi on paljon helpommin saatavilla tälle seokselle.
- Tyhjiöavusteinen painevalu : HPDC:n muunnos, jossa suulakkeen onteloon vedetään tyhjiö ennen ruiskutusta huokoisuuden vähentämiseksi. Vaikka tyhjiöapu parantaa osien tiheyttä ja mahdollistaa lämpökäsittelyn tavallisissa painevaluseoksissa, se ei ratkaise 6061:een liittyviä perustavanlaatuisia juoksevuus- tai kuumahalkeiluongelmia HPDC-kontekstissa.
Käytännön johtopäätös on, että jos painevalu tarkoittaa nimenomaan HPDC:tä – mitä se tekee useimmissa teollisissa keskusteluissa – 6061:tä tulisi välttää. Jos matalapaine- tai painovoimaprosessit kuuluvat soveltamisalaan, 6061:stä tulee varteenotettava vaihtoehto erityisesti rakenneosille, jotka vaativat T6-lämpökäsittelyä.
Kustannusten vertailu: painevalu A380:lla vs. vaihtoehtoiset prosessit 6061:llä
Kustannukset ovat yksi yleisimmistä tekijöistä sen kysymyksen taustalla, pitäisikö painevalettu 6061 – tyypillisesti suunnittelija haluaa 6061:n materiaaliominaisuudet, mutta painevalun osakohtaisen taloudellisuuden. Seuraavassa vertailussa käytetään referenssinä edustavaa rakenteellista kotelon osaa, jonka monimutkaisuus on kohtalainen.
| Prosessi | Seos | Työkalukustannukset (noin) | Osahinta 10k/v | Lämpökäsittely mahdollista? |
|---|---|---|---|---|
| HPDC | A380 | 30 000–100 000 dollaria | 2-8 dollaria | Rajoitettu (huokoisuusriski) |
| HPDC (rakenteellinen) | Silafont-36 | 30 000–100 000 dollaria | $3 - $10 | Kyllä (tyhjiöavusteinen) |
| Gravity Perm. Muotti | 6061 | 5 000–20 000 dollaria | 8-20 dollaria | Kyllä (T6 saavutettavissa) |
| Hiekkavalu | 6061 | 1000–8000 dollaria | 15-40 dollaria | Kyllä (T6 saavutettavissa) |
| CNC-työstö | 6061 aihio | 0–5 000 dollaria (asennus) | 20-80 dollaria | Kyllä (esikäsitelty massa) |
Tiedot osoittavat, että HPDC A380:lla tai rakenteellisella painevaluseoksella tuottaa alhaisimmat osakustannukset suurilla määrillä, mutta se edellyttää materiaalin hyväksymistä, joka ei ole 6061. Jos 6061 on todella tarpeen – esimerkiksi ilmailun materiaalispesifikaatioiden tai erityisten korroosiosertifiointivaatimusten vuoksi – painovoimavalu tai koneistus ovat taloudellisesti kannattavampi vaihtoehto taloudellisesti korkeampiin kustannuksiin. seos.
Uusia vaihtoehtoja: Muokatut painevaluseokset
Teollisuus ei ole jättänyt huomioimatta painevaletun alumiinin kysyntää, jonka ominaisuudet ovat lähempänä 6061:tä. Useat seosten kehittäjät ja valimoasiantuntijat ovat ottaneet käyttöön seoksia, jotka on suunniteltu täyttämään kuilu standardipainevaluseosten ja muokatun sarjan koostumusten välillä. Nämä kannattaa tietää insinööreille, jotka arvioivat vaihtoehtojaan.
Castasil-37 (Al-Si-Mg, vähän rautaa)
Rheinfelden Alloysin kehittämä Castasil-37 sisältää noin 9–11 % piitä, erittäin vähän rautaa (alle 0,15 %) ja kontrolloitua magnesiumia. Sen alhainen rautapitoisuus vähentää dramaattisesti stanssauksen taipumusta tavallisiin metalliseoksiin verrattuna, ja seoksesta voidaan painevalaa ohuita, monimutkaisia osia. Se ei vastaa 6061:n täyttä lämpökäsittelyvastetta, mutta sen valuominaisuudet ovat kilpailukykyisiä monien sovellusten kanssa, jotka muutoin harkitsisivat 6061:tä.
Aural-2 ja Aural-5
Nämä ovat primäärialumiiniseoksia, jotka on kehitetty erityisesti erittäin eheisiin rakenteellisiin painevaluihin, erityisesti autoteollisuudessa, jossa törmäyssuorituskyky vaatii sekä suurta lujuutta että suurta sitkeyttä. Aural-2 saavuttaa 10–15 % venymäarvot T7-tilassa , joka on verrattavissa 6061-T6:een. Nämä seokset voidaan painevalaa käyttämällä tyhjiöavusteista HPDC:tä ja sitten lämpökäsitellä ilman merkittävää rakkuloita, mikä edustaa lähintä saatavilla olevaa 6061 ominaisuutta painevalumuodossa.
Hpdc-optimoidut 6xxx-sarjan metalliseokset (tutkimusvaihe)
Akateemiset ja teolliset tutkimusryhmät ovat kehittäneet modifioituja 6xxx-sarjan metalliseoksia, joissa on korotettuja piilisäyksiä, joiden tarkoituksena on parantaa painevalun suorituskykyä säilyttäen samalla osan ikääntymisen kovettumisesta. Näitä ei ole vielä kaupallisesti vakiinnutettu, mutta pilottituotantotulokset, jotka on julkaistu aikakauslehdissä, kuten Journal of Materials Processing Technology, viittaavat siihen, että seokset, joissa on 3–5 % Si- ja tasapainotettuja Mg-lisäyksiä, voivat saavuttaa 280–300 MPa:n vetolujuuden HPDC:n T5-käsittelyn jälkeen. Tämä on edelleen aktiivinen kehitysalue valmiin tuotantovaihtoehdon sijaan.
Käytännön päätösopas: Valinta 6061:n ja painevaluseosten välillä
Seuraava päätöskehys on tarkoitettu auttamaan insinöörejä ja tuotesuunnittelijoita löytämään nopeasti oikean tien heidän tilanteeseensa.
- Jos vuotuinen volyymi ylittää 5000 osaa ja geometrian monimutkaisuus on korkea, painevalu A380:lla tai rakenneseoksella on lähes varmasti oikea prosessi – arvioi uudelleen, ovatko 6061-ominaisuudet aidosti tarpeellisia vai yksinkertaisesti tuttuja.
- Jos valmis osa vaatii koristeeloksointia, painevalu on täysin väärä prosessi. Käytä ekstruusiota tai koneistettua 6061 sopivaa pintakäsittelyä.
- Jos valukappaleelta vaaditaan yli 200 MPa myötörajaa, arvioi tyhjiöavusteinen HPDC Silafont-36:lla tai Aural-2:lla ennen kuin turvaudut painovoimavaluprosessiin 6061:n kanssa.
- Jos asiakas, sääntelyelin tai ilmailu- ja avaruusalan standardi on vahvistanut metalliseoksen eritelmän, joka viittaa numeroon 6061, älä korvaa sitä. Käytä painovoimavalua, hiekkavalua tai taontaa.
- Jos määrä on alle 1000 osaa vuodessa ja geometria sallii, CNC-työstö 6061-T6 varastosta antaa parhaat mekaaniset ominaisuudet pienimmällä työkaluinvestoinnilla.
- Jos painonsäästö ja rakenteellinen tehokkuus ovat ensisijaisia tekijöitä, harkitse, onko taottu 6061 perusteltua – takeet voivat vähentää osan painoa 15–30 % verrattuna vastaavaan valuosaan, koska ylivoimainen lujuus-paino-suhde mahdollistaa ohuemmat osat.
Yksikään vastaus ei sovi jokaiseen tuotteeseen. Mutta johdonmukainen alan yksimielisyys on selvä: Älä yritä painevalua 6061-alumiinilla, jos tavoitteena on luotettava, tuotantolaadukas tulos. Metallurginen epäsuhta 6061:n koostumuksen ja painevaluprosessin vaatimusten välillä ei ole tekninen haaste, joka on ratkaistava prosessin optimoinnilla – se on perustavanlaatuinen materiaalinvalintakysymys, joka voidaan parhaiten ratkaista valitsemalla alusta alkaen oikea seos oikeaan prosessiin.