Kotiin / Uutiset / Teollisuusuutiset / Kuinka painevalu tehdään? Prosessit, menetelmät ja materiaalit
Lyhyt vastaus: Kuinka painevalu toimii
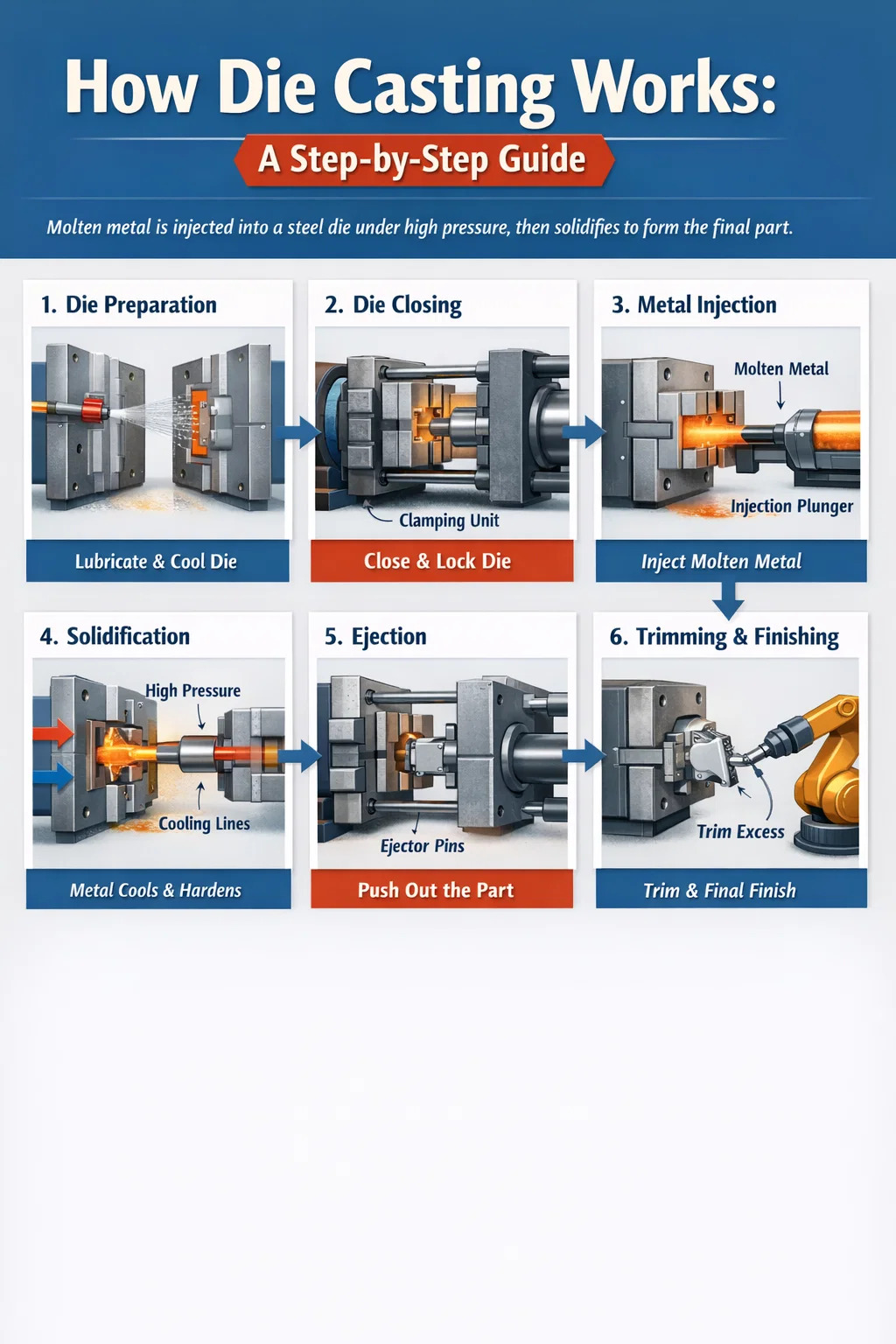
Painevalu on metallin muovausprosessi, jossa sulaa metallia ruiskutetaan korkeassa paineessa karkaistuun teräsmuottiin - jota kutsutaan suulakkeeksi - ja pidetään siellä, kunnes metalli jähmettyy ontelon tarkkaan muotoon. Kun se on kiinteä, muotti avautuu, ejektorin tapit työntävät osan ulos ja sykli alkaa uudelleen. Yksi suulake voi toistaa tämän sarjan satoja tuhansia kertoja ennen kuin se kuluu loppuun.
Prosessia käytetään pääasiassa ei-rautametalliseosten kanssa: alumiini, sinkki, magnesium ja kuparipohjaiset metallit. Ruiskutuspaineet vaihtelevat tyypillisesti välillä 1 500 psi - yli 25 000 psi , mikä mahdollistaa painevalulla osien, joissa on ohuet seinämät, tiukat toleranssit (usein ±0,002 tuumaa) ja sileät valupintakäsittelyt ilman laajaa jälkikäsittelyä.
Jos tarvitset kymmeniä tuhansia identtisiä metalliosia – autojen kiinnikkeitä, elektroniikkakoteloita, vesijohtoliittimiä, laitekomponentteja – painevalu on lähes aina kustannustehokkain valmistusmenetelmä, kun olet maksanut työkalukustannukset.
Painevaluprosessi askel askeleelta
Painevalun tekemisen ymmärtäminen edellyttää tuotantosyklin jokaisen vaiheen läpikäymistä. Vaikka eri koneet ja lejeeringit tuovat vaihtelua, perusjärjestys on johdonmukainen koko teollisuudessa.
Vaihe 1 – Suulakkeen valmistelu ja voitelu
Ennen jokaista laukausta suulakkeen puolikkaat ruiskutetaan voitelu- tai irrotusaineella. Tällä on kaksi tarkoitusta: se auttaa jähmettynyttä valukappaletta poistumaan puhtaasti kiinni tarttumatta ja jäähdyttää hieman muotin pintaa yhtenäisen lämpöprofiilin ylläpitämiseksi. Vesipohjaiset liukastusaineet ovat yleisin valinta nykyaikaisissa liikkeissä, koska ne vähentävät savua ja noudattavat ympäristömääräyksiä. Suihkutusjakso kestää tyypillisesti kahdesta viiteen sekuntia, ja se on automatisoitu suuritehoisilla linjoilla.
Vaihe 2 – Meistin sulkeminen ja kiinnitys
Painevalukone puristaa kaksi muotinpuoliskoa yhteen valtavalla voimalla. Tämä puristusvoima mitataan tonneina, ja sen on ylitettävä voima, jonka paineistettu sula metalli kohdistaa muotin pintoihin ruiskutuksen aikana. 500 tonnin kone pitää suulakkeen suljettuna 500 tonnin puristusvoimalla. Koneet vaihtelevat pienten sinkkiosien alle 100 tonnista aina 4 000 tonniin tai enemmän suuriin alumiinirakennekomponentteihin. Jos puristusvoima on riittämätön, sulaa metallia voi leimahtaa ulos muotin puoliskojen välistä, jolloin osaan muodostuu ohuita ripoja, jotka voivat vahingoittaa työkaluja.
Vaihe 3 – Metallin ruiskutus
Tämä on määrittävä vaihe. Sula metalli työnnetään suuttimen onteloon kanavajärjestelmän - kanavan, jakoputkien ja porttien - kautta, jotka suoraan virtaavat osan geometriaan. Kylmäkammiokoneissa mitattu metallisuihku kaadetaan tai kaadetaan automaattisesti ammusholkkiin, ja hydraulinen mäntä ajaa sitä eteenpäin. Kuumakammioisissa koneissa ruiskutusmekanismi on upotettu sulaan metallikylpyyn ja se vetää tarkan panoksen suoraan. Ruiskutusnopeutta voidaan säätää vaiheittain: hidas ensimmäinen vaihe täyttää jakojärjestelmän ja nopea toinen vaihe täyttää osaontelon estääkseen ennenaikaisen jähmettymisen. Itse ontelon täyttöajat ovat usein 10-100 millisekuntia.
Vaihe 4 – tehostaminen ja jähmettyminen
Välittömästi ontelon täyttymisen jälkeen kone käyttää tehostuspainetta - toissijaista, korkeampaa painepiikkiä - pakatakseen lisää metallia ja kompensoidakseen kutistumista valun jähmettyessä. Tätä painetta ylläpidetään viipymäajan, tyypillisesti yhdestä kolmeenkymmeneen sekuntiin riippuen seinämän paksuudesta ja seoksesta. Suulake itsessään toimii jäähdytyselementtinä; sen sisäiset jäähdytyskanavat kuljettavat vettä tai lämpööljyä lämmön poistamiseksi nopeasti ja tasaisesti. Nopeampi jäähdytys mahdollistaa lyhyemmät sykliajat ja hienomman mikrorakenteen valmiissa kappaleessa.
Vaihe 5 – Suulakkeen avaaminen ja osan irrotus
Kun metalli on jähmettynyt riittävästi, puristusyksikkö vetäytyy sisään ja muotin puolikkaat eroavat toisistaan. Valu pysyy toisella puoliskolla (ejektorin puoliskolla), koska vetokulmat ja geometria on suunniteltu siten. Ejektoritapit — karkaistut terästangot, jotka on asetettu muotiin — etenevät ja työnnä osa vapaaksi. Tapit jättävät pieniä pyöreitä todistusjälkiä valun ei-kriittisille pinnoille. Robotti tai ihminen poistaa osan ja sykli alkaa uudelleen.
Vaihe 6 – Leikkaus ja viimeistely
Raakavalu tulee ulos kiinnitettynä jako- ja porttijärjestelmään, ja siinä on usein ohut välähdys jakoviivoja pitkin. Hydraulisessa puristimessa oleva trimmaussuulake leikkaa irti kannattimet ja ylimääräinen välähdys yhdellä vedolla. Lisäviimeistely riippuu käyttökohteesta: suihkupuhallus kosmeettisille pinnoille, CNC-työstö kierrereikille tai tarkalle poraukselle, lämpökäsittely rakenteellisille alumiiniseoksille ja pintapinnoitteet, kuten anodisointi, jauhemaalaus tai kromaus.
Kuuma kammio vs. Kylmä kammio Die Casting
Molemmat pääkonetyypit sopivat erilaisille metalliseoksille. Väärän tyypin valitseminen tietylle materiaalille joko tuhoaa koneen tai tuottaa huonolaatuisia osia.
| Ominaisuus | Hot Chamber | Cold Chamber |
|---|---|---|
| Ruiskutusjärjestelmän sijainti | Upotettu sulaan metalliin | Erillään uunista |
| Yhteensopivat metalliseokset | Sinkki, magnesium, lyijy, tina | Alumiini, messinki, magnesium (korkealämpöinen) |
| Pyörän nopeus | Nopeampi (jopa 18 laukausta/min sinkille) | Hitaampi (manuaalinen valuminen lisää aikaa) |
| Suurin ruiskutuspaine | ~2500 psi | Jopa 25 000 psi |
| Osakokovalikoima | Pienestä keskikokoiseen | Pienestä erittäin suureen |
| Taipumus huokoisuus | Alempi | Kohtalainen (prosessiohjauksen hallinnassa) |
Kuumakammioisia koneita ei voida käyttää alumiinin kanssa, koska alumiini liuottaa rautaa tyypillisissä valulämpötiloissa ja hyökkää nopeasti upotetun ruiskutusjärjestelmän teräshanhenkaulaan ja mäntään. Kylmäkammiokoneet ovat oikea valinta alumiinin painevaluon – metalli sulatetaan erillisessä pitouunissa ja menee hauliholkkiin vasta välittömästi ennen ruiskutusta, mikä rajoittaa valotusaikaa.
Painevalussa käytetyt materiaalit
Seoksen valinta vaikuttaa lähes kaikkiin muihin prosessin päätöksiin – koneen tyyppiin, suulakkeen materiaaliin, kiertoaikaan ja loppuosan ominaisuuksiin. Nämä ovat neljä perhettä, joita tavataan yleisimmin kaupallisissa painevaluoperaatioissa.
Alumiiniseokset
Alumiinin osuus on suurin piirtein 80 % painevalutuotannosta painon mukaan Pohjois-Amerikassa. Yleisimmin käytetyt metalliseokset ovat A380, A383 ja A360. A380 tarjoaa erinomaisen tasapainon valuvuuden, lujuuden (lopullinen vetolujuus noin 47 000 psi) ja korroosionkestävyyden välillä, joten se on oletusvalinta autojen ja kulutuselektroniikan koteloihin. Alumiinin alhainen tiheys – noin kolmasosa teräksen tiheydestä – on tärkeä kysynnän aiheuttaja, kun autonvalmistajat etsivät kevyitä komponentteja täyttääkseen polttoainetaloutta ja sähköautoja koskevat tavoitteet. Haittapuolena on korkeampi valulämpötila (noin 1200 °F / 650 °C), mikä lyhentää muotin käyttöikää sinkkiin verrattuna.
Sinkkilejeeringit
Sinkkiseokset (Zamak 3, Zamak 5, ZA-8) valetaan paljon alhaisemmissa lämpötiloissa (noin 780 °F / 415 °C), mikä antaa työkaluille dramaattisesti pidemmän käyttöiän – usein yli miljoona lyöntiä verrattuna 100 000–400 000 alumiinisuuttimeen. Sinkkiosat voidaan valaa erittäin ohuilla seinillä (jopa 0,4 mm) ja erittäin hienoilla pintayksityiskohtilla, minkä vuoksi niitä käytetään koristeellisiin laitteistoihin, lukkorungoihin ja pieniin tarkkuusmekaanisiin komponentteihin. Sinkki on tiheämpää kuin alumiini, mutta sen alhaisemmat prosessointikustannukset ja pidempi työkalun käyttöikä tekevät siitä usein taloudellisempaa suurten pienten osien käsittelyssä.
Magnesiumlejeeringit
Magnesium on kevyin yleisesti painevalettu rakennemetalli, tilavuudeltaan noin 33 % kevyempi kuin alumiini. Seoksia, kuten AZ91D ja AM60B, käytetään autojen sisärakenteissa, kannettavan tietokoneen rungossa ja sähkötyökalujen rungoissa, joissa paino on ensisijainen tekijä. Magnesiumia voidaan käsitellä joko kuuma- tai kylmäkammiokoneissa tietystä seoksesta ja vaaditusta osakoosta riippuen. Yksi tärkeä tuotantonäkökohta: magnesium on syttyvää hienojakoisessa muodossa, joten romu ja lastut vaativat huolellista käsittelyä ja erityisiä palontorjuntajärjestelmiä laitoksessa.
Kuparipohjaiset seokset (messinki ja pronssi)
Kupariseokset vaativat korkeimman valulämpötilan - usein yli 900 °C -, mikä lyhentää merkittävästi muotin käyttöikää ja lisää energiakustannuksia. Messinki- ja pronssivaluvalut tarjoavat kuitenkin erinomaisen korroosionkestävyyden, hyvän sähkönjohtavuuden ja ensiluokkaisen ulkonäön, mikä tekee niistä arvokkaita putkien liittimissä, sähköliittimissä ja arkkitehtonisissa laitteistoissa. Kupariseoksen painevalu edustaa pientä mutta jatkuvaa osuutta kokonaistuotannosta, koska mikään muu materiaali ei vastaa sen ominaisuuksien yhdistelmää vertailukelpoisin kustannuksin keskikokoisten osien osalta.
Die suunnittelu ja työkalut
Muotti on painevaluprosessin pääomavaltaisin elementti, ja sen suunnittelu määrää suoraan osan laadun, syklin ajan ja tuotantotalouden. Huonosti suunniteltu suutin aiheuttaa ongelmia, joita ei voida täysin korjata koneen säädöllä.
Die materiaalit
Painevalutyökalut on lähes yleisesti valmistettu H13 kuumatyötyökaluteräksestä, joka on karkaistu noin 44–48 HRC:hen. H13 valittiin, koska se kestää lämpöväsymistä – toistuvaa kuumennusta ja karkaisua, joka halkeaisi vähemmän teräksiä tuhansissa jaksoissa. Ensiluokkaiset H13-laadut tiukemmilla kemiallisilla säädöillä ja tyhjiökaarisulatuskäsittelyllä (VAR) voivat pidentää muotin käyttöikää merkittävästi. Erittäin suuren volyymin alumiinituotannossa joissakin toiminnoissa käytetään modifioituja teräksiä, kuten DIN 1.2367, tai työkalutoimittajien kehittämiä patentoituja teräksiä.
Portti- ja juoksujärjestelmän suunnittelu
Kohta, jossa metalli tulee onteloon - portin sijainti - ohjaa täyttökuviota, ilman jäämistä ja kutistumista. Simulaatioohjelmisto (Magmasoft, ProCAST, Flow-3D) on nyt standardi käytäntö muottien suunnittelussa, jonka avulla insinöörit voivat mallintaa metallin virtausta, ennustaa kylmäsulkuja, tunnistaa missä huokoisuus todennäköisesti muodostuu ja optimoida portin ja ylivuotokaivon sijoittelun ennen yhden teräspalan leikkaamista. Investointi simulaatioon ennen työkalujen valmistusta säästää tyypillisesti paljon enemmän kuin sen kustannukset, koska se korjaa ongelmia, jotka muutoin edellyttäisivät kalliita muottien muutoksia.
Kulmat ja erotusviivat
Painevalussa jokaisella pystysuoralla seinällä on oltava vetokulma – hieman kartiomainen – jotta osa voi irrota muotista vetäytymättä tai tarttumatta. Tyypilliset syväyskulmat ovat 1° - 3° ulkopinnoille ja 2° - 5° sisäytimille. Nollavedon seinät ovat teoriassa mahdollisia erityisillä pinnoitteilla tai geometriatemppuilla, mutta lisäävät kustannuksia ja riskejä. Jakoviiva on kohta, jossa kaksi muotin puolikasta kohtaavat; sen oikea sijainti minimoi salaman, yksinkertaistaa työkalun rakentamista ja tekee kosmeettisista pinnoista helpompia hallita.
Jäähdytysjärjestelmän suunnittelu
Muottiteräksen läpi poratut sisäiset jäähdytyskanavat kuljettavat lämpötilasäädeltyä vettä. Niiden sijoitus suhteessa osan paksuihin osiin, joihin lämpö keskittyy, määrää, kuinka tasaisesti valu jähmettyy ja kuinka nopeasti kierto voi kulkea. Mukautettu jäähdytys – kanavat, jotka seuraavat suutinontelon muotoja suoran porauksen sijaan – valmistetaan yhä useammin lisäosien avulla, mikä mahdollistaa aggressiivisemman lämmönpoiston kriittisillä vyöhykkeillä ja 15–25 %:n syklin lyhennyksen joissakin sovelluksissa.
Tärkeimmät prosessiparametrit ja miten niitä ohjataan
Painevalu ei ole asetus ja unohda -toiminto. Vakaa, laadukas prosessi vaatii aktiivista seurantaa ja hallintaa useille toisistaan riippuvaisille muuttujille.
- Metallin lämpötila: Liian kuuma lisää kutistumisen huokoisuutta ja muotin eroosiota; liian kylmä aiheuttaa väärinkäyntejä ja kylmän sulkeutumisen. Alumiini kaadetaan tyypillisesti 677–732 °C:ssa osan geometriasta ja seinämän paksuudesta riippuen.
- Ruiskutusnopeus: Ensimmäisen vaiheen (hidas) nopeus täyttää juoksijan; toisen vaiheen (nopea) nopeus täyttää ontelon. Portin nopeus – nopeus, jolla metalli kulkee portin läpi osaan – on tyypillisesti 100-180 jalkaa/s alumiinille.
- Tehostuspaine: Levitettynä välittömästi ontelon täytön jälkeen, tämä paine pakkaa jähmettyvän metallin vähentäen kutistumisaukkoja. Tyypilliset alumiinin tehostuspaineet ovat 8 000–15 000 psi.
- Die lämpötila: Suulakkeen on saavutettava ja säilytettävä lämpötasapaino – tyypillisesti 300–500 °F (150–260 °C) alumiinille – ennen kuin tuotantoosia käytetään. Kylmä muotti aiheuttaa pintavirheitä; ylikuumentunut suulake pidentää syklin aikaa ja nopeuttaa lämpöväsymistä.
- Tyhjiöapu: Joissakin painevalukokoonpanoissa käytetään suulakeonteloon kytkettyjä tyhjiöputkia ilman poistamiseksi ennen ruiskutusta. Ilman poistaminen vähentää kaasun huokoisuutta ja mahdollistaa suuremmat ruiskutusnopeudet ilman, että osaan jää kaasua. Tämä on erityisen arvokasta lämpökäsiteltävissä tai hitsattavissa olevissa rakenneosissa.
Nykyaikaiset painevalukoneet tallentavat jokaisen laukauksen prosessitiedot – männän asennon, nopeuden, painekäyrät – reaaliajassa. Tilastolliset prosessinohjauskaaviot ilmoittavat, kun parametrit ajautuvat asetettujen rajojen ulkopuolelle, jolloin prosessiinsinöörit voivat korjata ongelmat ennen kuin romumäärät nousevat.
Painevalun yleiset viat ja niiden syyt
Vikamekanismien ymmärtäminen on keskeistä prosessin vianetsinnän kannalta. Useimmat viat juontavat juurensa suhteellisen pieneen joukkoon perussyitä.
Huokoisuus
Yleisin painevaluvika. On olemassa kahta tyyppiä: kaasuhuokoisuus, jonka aiheuttaa täytön aikana jäänyt ilma tai liuennut vety, ja kutistumishuokoisuus, joka johtuu siitä, että metallia ei riitä syöttämään supistuvia osia niiden kiinteytyessä. Kaasun huokoisuus ilmenee tyypillisesti pyöristetyinä onteloina lähellä pintaa tai viimeksi täytetyillä alueilla. Kutistumishuokoisuus näkyy epäsäännöllisinä, rosoisina onteloina paksuissa poikkileikkauksissa. Korjaustoimenpiteitä ovat tyhjiöapu, optimoitu porttisuunnittelu, säädetyt tehostuspaineet ja seinämän paksuuden pienentäminen osien uudelleensuunnittelun avulla.
Kylmäsulkimet ja misruns
Kylmäsulku näkyy näkyvänä viivana valupinnalla, jossa kaksi metallivirtausrintamaa kohtasivat, mutta eivät sulaneet kunnolla, koska ne olivat jäähtyneet liikaa ennen liittämistä. Väärinkäyttö on epätäydellinen täyttö – ontelon osa, joka ei yksinkertaisesti saanut tarpeeksi metallia ennen kuin se jähmetti. Molemmat johtuvat riittämättömästä metallin lämpötilasta, liian alhaisesta ruiskutusnopeudesta, riittämättömästä metallitilavuudesta tai liiallisesta suulakkeen jäähdytyksestä. Metallin lämpötilan, ruiskutusnopeuden tai ruiskutuspainon lisääminen korjaa tyypillisesti nämä viat.
Juotos ja meistieroosio
Juotos tapahtuu, kun alumiiniseos tarttuu muottiteräkseen, vetää materiaalia osan pinnasta irrotettaessa ja lopulta kerääntyy saostumia suuttimeen. Sitä ohjaa sulan alumiinin ja raudan välinen kemiallinen reaktio muottiteräksessä, jota kiihdyttää korkea metallin lämpötila ja suuri porttinopeus, jotka vaikuttavat toistuvasti samaan muotin pintaan. Suojapinnoitteet (nitraus, PVD-pinnoitteet, kuten TiAlN), suuttimen lämpötilan säätö ja optimoitu voitelu vähentävät juotostiheyttä. Vakavat tapaukset vaativat kiillotusta tai hitsauksen korjausta.
Flash
Flash on ohut metalliripa, joka puristuu muotin puolikkaiden väliin tai ejektorin tappien ympärille. Se johtuu riittämättömästä puristusvoimasta, kuluneista tai vaurioituneista jakolinjan pinnoista tai liiallisesta ruiskutuspaineesta. Pieni salama poistetaan trimmauspuristimesta; Jatkuva vilkkuminen tarkoittaa koneen, meistin tai prosessiparametrien ongelmaa, joka vaatii korjauksen ennen kuin se pahenee.
Muunnelmia ja edistyneitä painevalumenetelmiä
Perinteisen korkeapainevalun lisäksi useat prosessiversiot täyttävät tiettyjä osavaatimuksia tai laatutavoitteita, joita standardivalu ei voi täyttää.
Tyhjiöpainevalu
Tyhjiövalu tyhjentää ilman muottipesästä välittömästi ennen ruiskutusta erityisten tyhjiöventtiilien kautta. Edistyneissä järjestelmissä jäännösilman paine onkalossa on laskettu alle 50 mbar:iin. Tuloksena on dramaattisesti pienempi kaasuhuokoisuus, mikä mahdollistaa valukappaleiden lämpökäsittelyn (T5 tai T6) ja hitsauksen – ominaisuuksia, joita tavallisella painevalulla ei voida luotettavasti saavuttaa. Autojen rakenteelliset osat, kuten iskunvaimentimet, B-pilarit ja akkukotelot, valmistetaan yhä useammin tällä tavalla.
Puolikiinteä painevalu (Thixocasting ja Reocasting)
Puolikiinteässä prosessoinnissa metalli ruiskutetaan sen likviduksen ja soliduksen välisessä lämpötilassa - osittain jähmettyneessä, lietemäisessä tilassa. Koska metalli on viskoosimpaa ja täyttää suulakkeen vähemmän turbulenssilla, laminaarisemmalla tavalla, kaasun juuttuminen vähenee merkittävästi. Reovalulla tai tiksovalulla valmistetut osat voivat joissain geometrioissa lähestyä taottujen osien huokoisuustasoja. Prosessi on monimutkaisempi ja kalliimpi käyttää kuin perinteinen painevalu, joten se on varattu arvokkaille komponenteille ilmailu-, moottoriurheilu- ja autoteollisuuden sovelluksissa.
Puristusvalu
Puristusvalussa käytetään paljon pienempiä ruiskutusnopeuksia, mutta erittäin korkeaa painetta (usein 10 000–30 000 psi) käytetään ja pidetään yllä koko jähmettymisen ajan. Korkea jatkuva paine vaimentaa huokoisuutta ja jalostaa mikrorakennetta tuottaen valukappaleita, joiden mekaaniset ominaisuudet ovat lähellä takomoita. Suorituskykyisten ajoneuvojen alumiinipyörät ovat yleinen puristusvalusovellus. Jaksoajat ovat pidempiä kuin perinteinen painevalu, ja prosessi vaatii huolellisempaa suutinsuunnittelua paineen jakautumista varten.
Mega-Casting (Gigacasting)
Suurin osa sähköajoneuvoteollisuudesta vetänyt viimeaikainen kehitys, megavalu käyttää 6 000 tonnin tai suurempia koneita yksittäisten alumiinisten rakennevalujen valmistukseen, jotka korvaavat kymmenien meistettyjen ja hitsattujen teräsosien kokoonpanot. Tesla teki tämän lähestymistavan suosituksi takaosan pohjavalulla, joka yhdistää noin 70 yksittäistä osaa yhdeksi otokseksi. Useat muut autonvalmistajat ottavat nyt käyttöön tai käyttävät samanlaisia suurikokoisia painevalukennoja. Taloudellinen tapaus perustuu pienempiin työkalujen määrään, yksinkertaisempiin kokoonpanolinjoihin ja alhaisempiin liitoskustannuksiin, vaikka se vaatiikin erittäin suuria koneinvestointeja.
Painevalu vs. muut metallinvaluprosessit
Painevalu ei ole ainoa tapa valaa metalliosia, eikä se aina ole oikea tapa. Ymmärtäminen, mihin se sopii suhteessa vaihtoehtoihin, auttaa valitsemaan oikean prosessin tietylle projektille.
| Prosessi | Työkalukustannukset | Osakohtainen hinta (suuri määrä) | Mittojen tarkkuus | Paras |
|---|---|---|---|---|
| Korkeapaineinen painevalu | Korkea (20 000–200 000 dollaria) | Erittäin matala | Erinomainen | Suuren volyymin ei-rautametalliosat |
| Pysyvä muottivalu | Kohtalainen | Matala | Hyvä | Keskikokoinen, paksummat seinät |
| Sijoitusvalu | Kohtalainen | Korkea | Erittäin korkea | Monimutkainen geometria, rautaseokset, ilmailu |
| Hiekkavalu | Matala | Kohtalainen to high | Huono reilu | Matala volume, large parts, iron/steel |
Päätös riippuu yleensä määrästä. Alumiiniosan painevalutyökalut maksavat yleensä 30 000–150 000 dollaria monimutkaisuudesta riippuen. Tämä investointi on järkevä 50 000 tai useammalla osalla vuodessa, mutta sitä on vaikea perustella muutamalla sadalla yksiköllä. Pienen volyymin tuotannossa hiekkavalu tai investointivalu on edullisempaa, vaikka osakustannukset ovat korkeammat. Rautametalliseoksille (teräs, rauta) painevalua ei yleensä käytetä ollenkaan – sijoitusvalu, hiekkavalu tai taonta ovat sopivia vaihtoehtoja.
Toimialat ja sovellukset, joissa painevalu hallitsee
Painevalun nopeuden, tarkkuuden ja verkon muotokyvyn yhdistelmä on tehnyt siitä oletusvalmistusprosessin useille tuoteluokille useilla toimialoilla.
- Autot: Moottorilohkot (joissakin kokoonpanoissa), voimansiirtokotelot, öljypumppujen rungot, kannatinkokoonpanot, ovenkahvat, peilien kotelot, pyörät (puristusvalu) ja yhä suuremmat rakenteelliset runko-valkoiset komponentit. Autoteollisuus on painevalujen suurin yksittäinen markkina-alue, jonka osuus Pohjois-Amerikan tuotannosta on arvoltaan yli 50 %.
- Kulutuselektroniikka: Kannettavan tietokoneen ja tabletin runko, älypuhelimen sisäiset kehykset, kamerarungot ja jäähdytyselementin rakenteet hyötyvät alumiinin keveyden, lämmönjohtavuuden ja rakenteellisen jäykkyyden yhdistelmästä.
- Teollisuuslaitteet: Vaihteiston koteloita, pumppurunkoja, moottorikoteloita ja venttiilirunkoja valmistetaan suuria määriä tasaisen seinämän paksuuden ja paineenpitävän eheyden ansiosta.
- Tietoliikenneinfrastruktuuri: 5G-tukiasemakotelot ja lämmönhallintakomponentit käyttävät alumiinista painevalua EMI-suojauksen, lämpösuorituskyvyn ja mittavakauden yhdistelmään.
- Putkityöt ja LVI: Asuin- ja liikerakentamiseen asennetaan vuosittain miljoonia messingistä ja alumiinista painevalettuja liittimiä, venttiileitä ja jakotukia.
- Sähkötyökalut ja -laitteet: Sähkötyökalujen, nurmikon laitteiden ja kodinkoneiden moottorikotelot, vaihteistokotelot ja rakennerungot perustuvat painevaluon, mikä takaa tiukat toleranssit ja hyvän pinnanlaadun suurilla tuotantomäärillä.
Mitä on odotettavissa toleranssien, pinnan viimeistelyn ja läpimenoajan suhteen
Ostajat ja insinöörit, jotka määrittävät painevalettuja osia, tarvitsevat realistisia odotuksia siitä, mitä prosessi voi ja mitä ei voida toimittaa ilman toissijaisia toimintoja.
Mittojen toleranssit
Painevalulla saavutetaan tiukemmat toleranssit kuin hiekkavalulla tai pysyvällä muottivalulla, mutta se ei ole tarkkuustyöstöprosessi. Alumiinille tyypilliset valutoleranssit ovat ±0,003 - ±0,005 tuumaa tuumaa kohden. Ominaisuudet, jotka vaativat tiukempaa hallintaa — laakerien reiät, kierrereikien paikat, liitäntäpinnat — vaativat CNC-työstöä valun jälkeen. North American Die Casting Association (NADCA) julkaisee yksityiskohtaisia toleranssistandardeja, jotka ovat alan viite painevaluosien määrittelyssä.
Pintakäsittely
Painevaletun alumiinin valupinnat ovat tyypillisesti välillä 63–125 Ra mikrotuumaa (1,6–3,2 Ra mikrometriä), mikä on riittävän sileä useimpiin toiminnallisiin ja kosmeettisiin tarkoituksiin ilman lisäviimeistelyä. Sinkkipuristusvalut voivat saavuttaa vieläkin hienompia valupintoja ja tehdä sähköpinnoituksen suoraan, mikä tekee niistä parempana kromi- tai nikkelipinnoitetuissa koristelaitteistoissa.
Työkalujen läpimenoaika ja osa läpimenoaika
Työkalujen valmistus kohtalaisen monimutkaiselle alumiinipuristusmuottille kestää tyypillisesti 8-14 viikkoa suunnittelun hyväksymisestä ensimmäisiin otuksiin. Yksinkertaiset työkalut voidaan suorittaa nopeammin; suuret, monionteloiset tai monimutkaiset suulakkeet voivat kestää 16–20 viikkoa. Kun työkalut on todistettu ja tuotannossa, osien toimitusajat riippuvat ajomääristä ja aikataulusta, mutta tavallisesti 3–6 viikkoa vakiotilauksissa. Suuret tuotantolinjat voivat toimittaa osia lyhyemmällä varoitusajalla, kun tuotantoaikataulu on vahvistettu.