Miten Alumiini kuolema on tehty
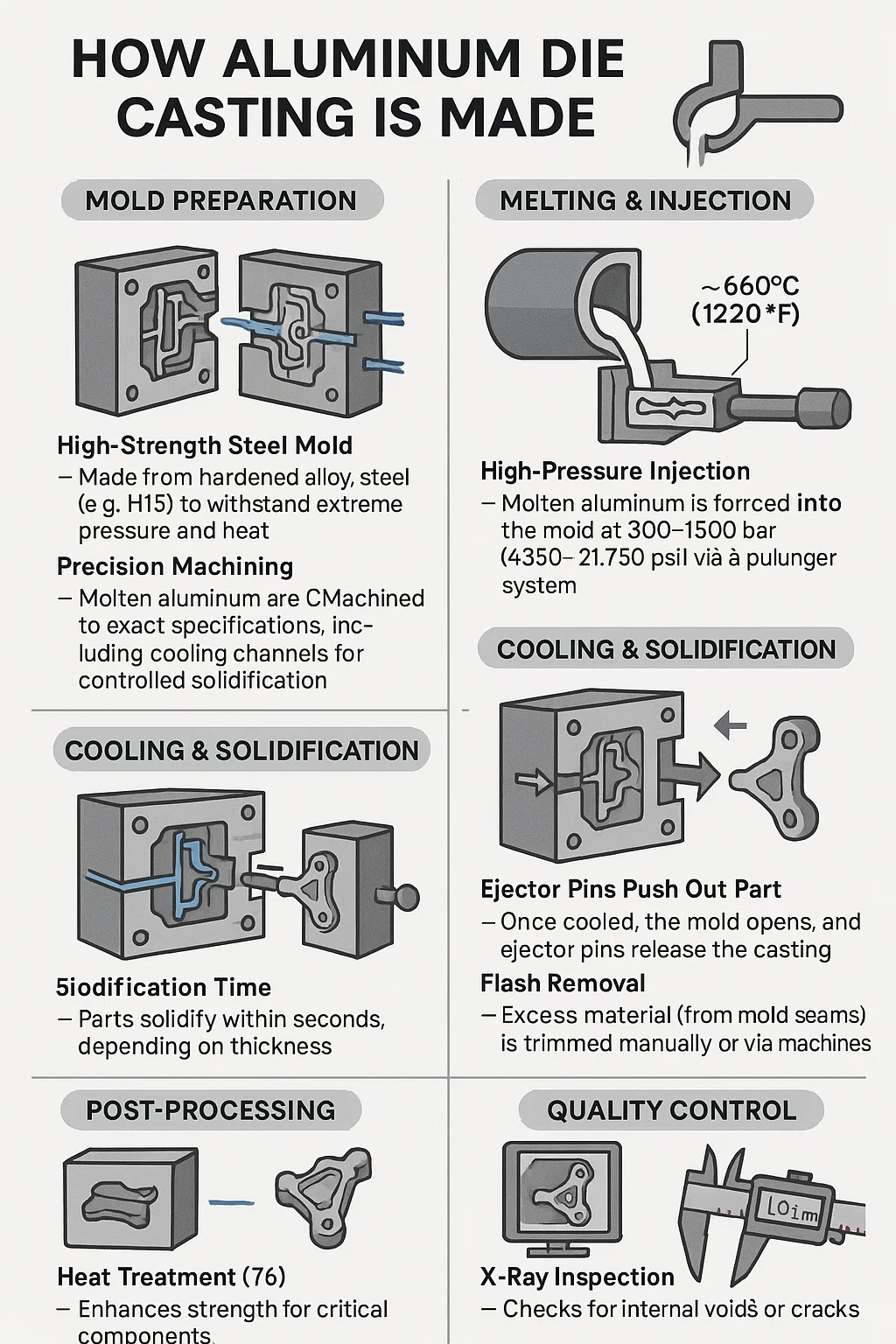
1. Muotin valmistus
Korkean lujuuden teräsmuotti-valmistettu kovettuneesta seosteräksestä (esim. H13) kestämään äärimmäistä painetta ja lämpöä.
Precision-koneistus-Muotin ontelot ovat CNC-konepaikkoja tarkkoihin eritelmiin, mukaan lukien jäähdytyskanavat hallittua jähmettymistä varten.
2. Sulatus ja injektio
Alumiiniseos sulaminen - erityiset seokset (kuten A380 tai ADC12) sulaa ~ 660 ° C: ssa (1220 ° F) uunissa.
Korkeapaine-injektio-sulaa alumiini pakotetaan muottiin 300–1500 bar (4350–21 750 psi) mäntäjärjestelmän kautta.
3. Jäähdytys ja jähmettyminen
Nopea jäähdytys - Muotin vesikanavat varmistavat tasaisen jäähdytyksen, estäen vääntymisen.
Jähmähdytysaika - osat kiinteytyvät sekunneissa paksuudesta riippuen.
4. Poisto ja trimmaus
Ejektoritapit työntävät osaa - jäähdytettynä, muotti aukeaa ja ejektorin nastat vapauttavat valun.
Flashin poisto - ylimääräinen materiaali (muotisaumoista) leikataan manuaalisesti tai koneiden kautta.
5. jälkikäsittely
Lämpökäsittely (T6) - lisää kriittisten komponenttien voimakkuutta.
Pinnan viimeistely - hiekkapuhallus, kiillotus tai anodisointi korroosionkestävyydelle.
6. Laadunvalvonta
Röntgentarkastus-tarkistaa sisäiset tyhjiöt tai halkeamat.
Mittakokeet - varmistaa, että osat täyttävät tiukka toleranssit (± 0,1 mm).
Tärkeimmät haasteet ja korjaukset
| Antaa | Aiheuttaa | Ratkaisu |
| Huokoisuus | Loukkuun jäänyt ilma/kaasu | Tyhjiö-avusteinen valu |
| Vääntyminen | Epätasainen jäähdytys | Optimoidut muotinjäähdytyskanavat |
| Tarttuva | Alumiinisidokset muottiin | Edistyneet homeen päällysteet (esim. Tina) |