Kuolla casting Käsitellä askel askeleelta
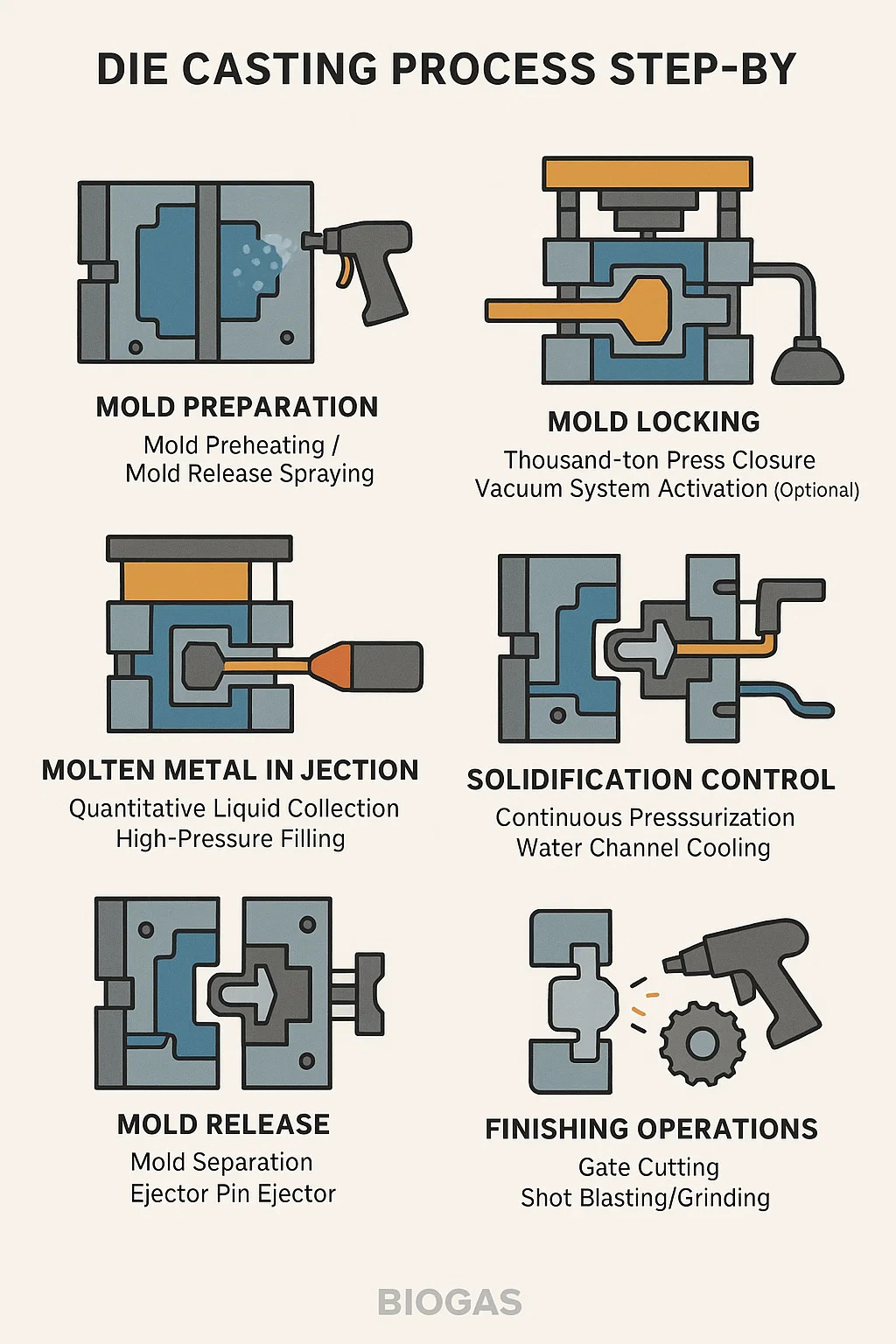
1. Muotin valmistus (ydinvaihe)
Muotin esilämmitys: Kuumenna teräsmuotti 150-200 ° C: seen estämään sulan alumiinin roiskumisen tai kylmän sulkemisen.
Muotin vapauttaminen Suihke: Käytä Air Mist -pistoolia ontelon (vesipohjainen emulsio) tasaisesti muotin suojaamiseksi ja demoldingin suojaamiseksi.
2. Muotin lukitus (kriittinen turvallisuus)
Thousand tonnin puristimen sulkeminen: Ylä- ja alemmat muotit lukitaan hydraulisesti kestämään korkea injektiopaine (> 500 tonnia kiinnitysvoima).
Tyhjiöjärjestelmän aktivointi (valinnainen): Evakuoi ilma muotin ontelosta ilman huokoisuuden vähentämiseksi.
3. Sulan metalli-injektio (suuren nopeuden injektio)
Kvantitatiivinen nestemäinen keräys: sulaa alumiini (noin 660 ° C) on automaattisesti syötetty uunin injektiokammioon.
Korkeapaineinen täyttö: männän injektoi sulaa alumiinia muotin onteloon tykkipallon nopeudella (30–100 m/s), täyttäen onkalon 0,01-0,3 sekunnin sisällä.
4. Jähmähdytysohjaus
Jatkuva paineisto: Mäntä ylläpitää korkeaa painetta 10-30 sekunnin ajan sulan alumiinin kutistumisen kompensoimiseksi kiinteytymisen aikana.
Vesikanavan jäähdytys: Kylmä vesi kiertää muotin sisällä lämmön poistamiseksi, jolloin osa voi kiinteyttää nopeasti.
5. Muotin vapautus
Muotin erottelu: puristus vapautetaan ja ylempi ja alemmat muotit auki.
Ejektoritapin ejektori: Sisäänrakennettu ejektoritappi poistuu osan, poistaen juoksijajätteen (noin 30% materiaalista).
6. Viimeistelyoperaatiot
Portin leikkaus: Hydraulinen leikkaus poistaa portin järjestelmän ja ylivuoto.
Ammus räjäyttäminen/hionta: Poistaa burrit ja erotuslinjan salaman.
Lämpökäsittely (avainkomponentit): T6 kovettuminen lisää kovuutta.