
Kotiin / Uutiset / Teollisuusuutiset / Koneistetut alumiiniosat vs valu: toleranssi, kustannukset ja seokset
Koneistetut alumiiniosat ovat tehokkaampia kuin alumiinivalu, kun toleranssi ja rakenteen eheys ovat tärkeimpiä
Lyhyt vastaus: valitse alumiiniset koneistetut osat aina kun komponentti tarvitsee tiukkoja mittatoleransseja (tyypillisesti ±0,01 mm - ±0,05 mm), täysin tiivistä, huokoista vapaata mikrorakennetta tai matalasta keskikokoiseen tuotantomäärään, jossa työkalukustannuksia ei voida perustella. Valitse alumiinivalu kun geometria on monimutkainen, ajokoko on suuri (usein 10 000 yksikköä) ja hieman pienempi mittatarkkuus on hyväksyttävä. Kumpikaan prosessi ei ole yleisesti "parempi" – ne ratkaisevat erilaisia teknisiä ongelmia, ja vahvimmat toimitusketjut yhdistävät molemmat, työstäen kriittiset yhteensopivuuspinnat valetuksi aihioksi.
Tässä artikkelissa selvitetään todelliset erot vähentävän koneistuksen ja valun välillä, kunkin prosessin suosimat seokset, realistisesti odotettavissa olevat toleranssit ja kuinka ostajat todella tekevät kompromissipäätöksen todellisista tuotantotilauksista vuonna 2026.
Kuinka alumiiniosia todellisuudessa valmistetaan
Koneistetut alumiiniosat alkavat käyttöikänsä muokattuna - tankoina, levyinä tai suulakepuristettuina -, joilla on jo johdonmukainen, tyhjiötön raerakenne valssauksen tai suulakepuristuksen seurauksena. CNC-jyrsin tai sorvi poistaa sitten materiaalia kontrolloiduissa ajoissa, kunnes lopullinen geometria tulee esiin. Siinä ei ole sulamisvaihetta, kutistumista kompensoitavaksi, eikä osan sisään jäävien kaasutaskujen vaaraa.
Tyypillinen tuotantojakso
- Raakamassan valinta ja leikkaaminen karkeaan aihion kokoon
- CAM-ohjelmointi 3D-mallista, mukaan lukien työkaluradan simulointi
- Karkea jyrsintä tai sorvaus irtomateriaalin nopeaan poistamiseen
- Puoliviimeistelyt tuovat osan lähelle lopullista mittaa
- Viimeistelysyötteet hitaammilla syöttönopeuksilla takaavat tiukat toleranssit
- Purseenpoisto, puhdistus ja mittatarkastus
- Valinnainen pintakäsittely (anodisointi, passivointi, helmipuhallus)
5-akselinen koneistuskeskus pystyy säilyttämään yksittäisen kappaleen suunnan useimpien toimintojen aikana, mikä vähentää kiinnitysvirheitä ja lyhentää kiertoaikaa osissa, joissa on kulmikkaita piirteitä – mikä 3-akselinen jyrsin vaatisi useita asetuksia saavuttaakseen.
Koneistetut osat vs. alumiinivalu: suora vertailu
Ostajat kysyvät usein, "pitäisikö" osa valaa tai työstää ennen kuin yksi piirustus on olemassa. Alla olevassa taulukossa esitetään teoreettisten erojen sijaan käytännölliset erot, jotka todellisuudessa vaikuttavat siihen tuotantokerroksessa.
| tekijä | Koneistetut alumiiniosat | Alumiinin valu |
|---|---|---|
| Tyypillinen toleranssi | ±0,01 mm - ±0,05 mm | ±0,2 mm - ±0,5 mm (valettu) |
| Sisäisen huokoisuuden riski | Ei mitään (muokattu varasto) | Läsnä, varsinkin paksuissa osissa |
| Investointi työkaluihin | Matala (vain kalusteet) | Korkea (muotit tai muotit) |
| Paras tilausmäärä | Prototyyppejä keskimääräiseen äänenvoimakkuuteen | Keskitason tai korkean äänenvoimakkuus |
| Geometrian vapaus | Rajoitettu työkalujen pääsy | Monimutkaiset sisäiset ontelot mahdollisia |
| Mekaaninen lujuus | Korkeampi, tasainen viljavirtaus | Alempi, ellei sitä ole lämpökäsitelty |
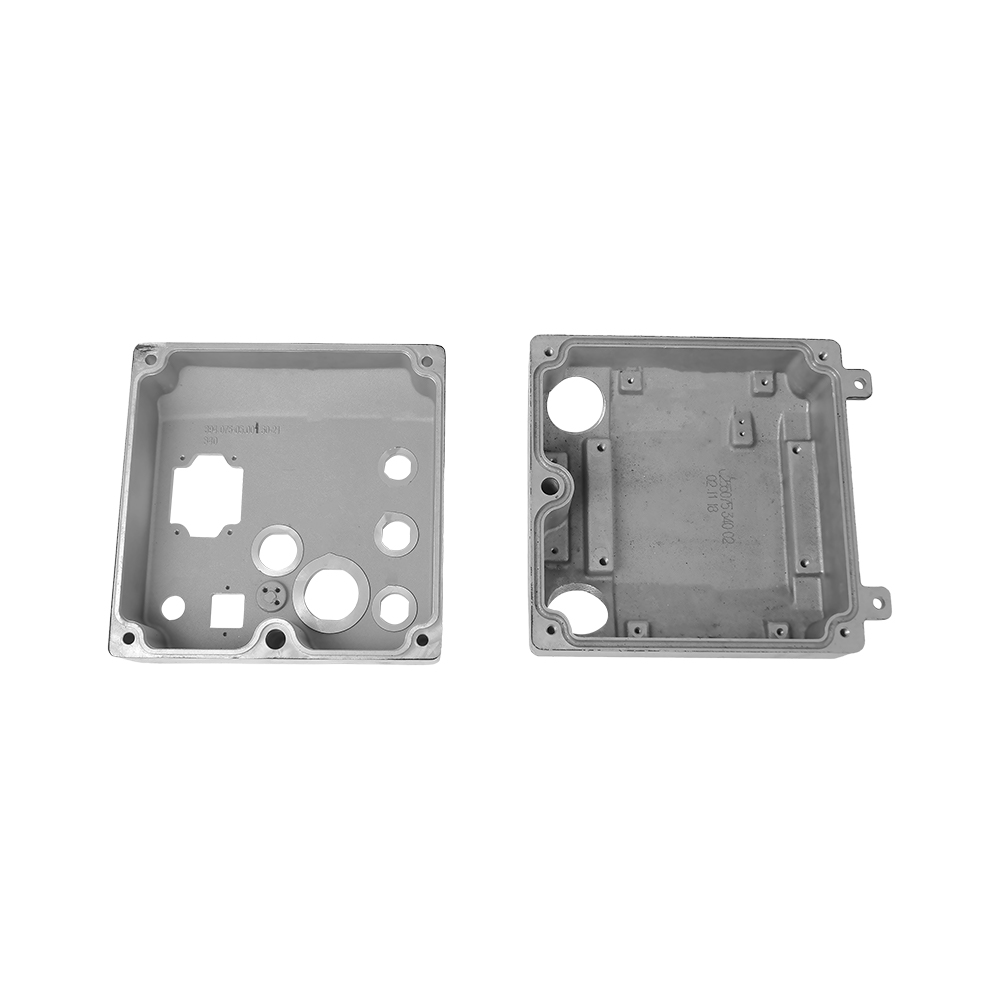
Käytännössä monet tuotantoohjelmat käyttävät molempia prosesseja yhdessä: an alumiinivalu muodostaa karkean kotelon muodon taloudellisesti, ja koneistus viimeistelee sitten laakerin reiät, asennuspinnat ja kierrereiät, jotka vaativat tarkkuutta valupinta ei pysty toimittamaan.
Seoksen valinta: mitä todella menee konepöydälle
Kaikki alumiinilaadut eivät työstä samalla tavalla, ja ylävirtaan valittu seos määrää leikkausnopeuden, työkalun kulumisen ja lopullisen osan lujuuden.
Yleiset seokset ja niiden koneistuskäyttäytyminen
| Seos | Työstettävyysluokitus | Tyypillinen käyttö |
|---|---|---|
| 6061-T6 | Hyvä | Yleiset rakennekannattimet, kotelot |
| 6082-T6 | Hyvä | Kantavat rungot, vaihteistokotelot |
| 7075-T6 | Reilu | Ilmailuvarusteet, korkean jännityksen osat |
| 2024-T3 | Reilu | Väsymiskriittiset rakenneosat |
| 5052-H32 | Erinomainen | Peltipohjaiset koneistetut levyt |
7075 tarjoaa tämän luettelon korkeimman lujuus-painosuhteen, mutta tuottaa enemmän lämpöä ja työkalujen kulumista leikkauksen aikana, minkä vuoksi 7075-osan suuria määriä valmistavat liikkeet suosivat päällystettyä kovametallityökalua ja alhaisempia karan syöttönopeuksia kuin 6061:ssä.
Toleranssi, pinnan viimeistely ja mitä "tarkkuus" todella tarkoittaa
Sanaa "tarkkuus" käytetään löyhästi toimittajamarkkinoinnissa, joten se auttaa ankkuroimaan sen todellisiin lukuihin. Yleiskäyttöinen 3-akselinen jyrsin, joka käyttää vakiotyökaluja 6061-alumiinilla, pitää mukavasti paikallaan ±0,05 mm keskikokoisen osan poikki. Siirtyminen jäykkään 5-akseliseen keskustaan, jossa on lämpötilasäädelty jäähdytysneste ja kalibroitu koetin, voi laskea sen ±0,01 mm kriittisillä ominaisuuksilla, mikä on tarkkuuslaakerien istukka- ja tiivistepintojen vaatima valikoima.
Pinnan viimeistelyvaihtoehdot koneistuksen jälkeen
- Koneistettu viimeistely (Ra 1,6–3,2 μm) – standardi sisäisille, ei-kosmeettisille pinnoille
- Helmipuhallus – tasainen mattapinta, piilottaa työkalun jäljet
- Tyyppi II kirkas tai värillinen anodisointi — korroosionkestävyys ja värivaihtoehdot
- Tyypin III kova anodisointi – kulutuskestävyys liukuville tai liikkuville kokoonpanoille
- Kiillotus — peili- tai satiiniviimeistely näkyville kuluttajalle päin oleville osille
Valuosat sitä vastoin perivät suoraan muotin tai muotin pinnan tekstuurin. Saman pintalaadun saavuttaminen valussa vaatii yleensä toissijaisen työstön vain toiminnallisilla pinnoilla – mikä on juuri aiemmin mainittu hybridityönkulku.

Missä alumiiniosat näkyvät oikeissa tuotteissa
Alla olevat sovellukset kuvaavat sitä, missä koneistuksen toleranssi- ja lujuusedut todella oikeuttavat korkeammat yksikkökustannukset valuun verrattuna.
Yleiset sovellusalueet
- Robotiikan nivelet ja tarkkuusliikevaiheet, jotka vaativat toistettavaa sijoittelua
- Optiset ja kameran kiinnityskannattimet, joissa kohdistustoleranssi on kriittinen
- Ilmailun varusteet ja rakenneliittimet väsymiskuormituksen alaisena
- Puolijohdelaitteiden komponentit, jotka vaativat tyhjiötiiviitä tiivistyspintoja
- Lääketieteellisten laitteiden kotelot, jotka tarvitsevat toistettavia, kontaminoitumattomia pintoja
- Mukautetut autojen prototyyppiosat ennen valumuotin käyttöönottoa
On tavallista, että uusi tuote lanseerataan täysin koneistetuilla osilla prototyyppien ja varhaisten tuotantoajojen aikana, minkä jälkeen siirrytään valettuihin aihioihin kevyellä työstyksellä, kun tilavuus nousee tarpeeksi korkeaksi, jotta työkalukustannukset kuolevat – tämä malli näkyy jatkuvasti teollisuuslaitteiden ja kulutuselektroniikan toimitusketjuissa.
Kustannusten vertailu: Koneistuksen yksikkötalous vs. valu
Koneistukseen ei aiheudu etukäteistyökaluja, mutta yksikköhinta pysyy suhteellisen tasaisena tilavuudeltaan, koska jokainen osa kuluttaa silti saman koneen ajan. Valaminen vaatii etukäteissijoituksia muotteihin tai muotteihin, mutta yksikköhinta laskee jyrkästi, kun investointi jakautuu tuhansiin yksiköihin.
Nollatuloskäyttäytyminen
Tyypilliselle keskimonimutkaiselle kannattimelle koneistus on yleensä alhaisempi kokonaiskustannusvaihtoehto, joka on alle 500–2 000 yksikköä osan monimutkaisuudesta ja sykliajasta riippuen. Tämän tilavuuden yläpuolella painevalettu alumiini, jossa on kevyt työstö kriittisillä pinnoilla, tulee yleensä taloudellisemmaksi, koska muottikustannukset poistuvat ja sykliajat kappaletta kohti ovat paljon lyhyempiä kuin täysi CNC-ohjelma.
Materiaalin käyttö on toinen tekijä, jonka ostajat eivät huomaa: osan työstäminen kiinteästä tangosta voi jäädä pois 50-80% alkuperäisestä varastosta romuna , kun taas valu lähes verkkoon muotoilee osan ja tuottaa paljon vähemmän jätettä – vaikka alumiiniromu on helposti kierrätettävää, joten tämä vaikuttaa kustannuksiin enemmän kuin kestävän kehityksen tuloksiin.
Ostajien pyytämät laadunvalvontatarkastukset
Ennen koneistettujen alumiiniosien erän hyväksymistä ostajan tulee varmistaa, että toimittaja suorittaa seuraavat tarkastukset, koska ne osoittavat suoraan, saavutettiinko ilmoitetut toleranssit myymälässä eikä vain piirustuksessa.
- Ensimmäinen artikkelin tarkastusraportti (FAI), jossa on täydet mittatiedot piirustukseen nähden
- CMM (coordinate measuring machine) raportoi kriittisistä toleranssiominaisuuksista
- Pinnan karheuden testaus toiminnallisilla tai tiivistyvillä pinnoilla
- Materiaalisertifiointi jäljitettävissä alkuperäiseen myllyerään
- Anodisoinnin tai pinnoitteen paksuuden tarkastus, kun pintakäsittely on määritelty
Näiden asiakirjojen pyytäminen etukäteen, ennen ensimmäistä tuotantoa, mieluummin kuin hylätyn lähetyksen jälkeen, on tehokkain tapa välttää ulottuvuuskiistat myöhemmin suhteessa.
Päätös koneistetun ja valetun alumiinin välillä uudesta osasta
Käytännön päätösten tarkistuslista, joka heijastaa sitä, kuinka kokeneet ostajat todella lähestyvät uutta osanumeroa:
- Onko toleranssivaatimus tiukempi kuin ±0,1 mm missään osassa? Laihasti koneistettu.
- Onko odotettu vuosivolyymi alle 2000 yksikköä? Laihasti koneistettu.
- Onko osassa monimutkaisia sisäonteloita, joiden jyrsiminen olisi kallista? Lean valu tai hybridi.
- Onko väsymiskestävyys syklisen kuormituksen alaisena suunnittelutekijä? Laihasti koneistettu taottu seos.
- Onko osa vielä suunnittelumuutoksia vaativassa prototyyppivaiheessa? Kevyesti koneistettu, koska mitään muotia ei tarvitse romuttaa, kun rakenne muuttuu.
Juuri tästä syystä monet valmistajat tilaavat pieniä koneistettuja eriä kehitystyön aikana ja lukitsevat alumiinivalumuotin vasta, kun rakenne on vakiintunut useiden tarkistusjaksojen aikana.
Koneistettujen alumiiniosien suunnittelu halvemmalla tarkkuutta menettämättä
Koneistuskustannukset määräytyvät paljon enemmän suunnitteluvalinnoista kuin useimmat ostajat odottavat. Kahdella toiminnallisella identtisellä osalla voi olla 40 % kustannusero puhtaasti siksi, että toinen piirrettiin koneistusta ajatellen ja toinen ei. Seuraavat DFM (design-for-manufacturing) -periaatteet vähentävät johdonmukaisesti alumiiniosien sykliaikaa ja romumäärää.
Kulmasäteet terävien sisäkulmien sijaan
Tavallinen päätyjyrsin ei voi leikata todella terävää sisäkulmaa - se jättää aina säteen, joka on yhtä suuri kuin työkalun säde. Pienen sisäisen säteen määrittäminen (yleensä 0,5–3 mm osan koosta riippuen), joka vastaa vakiotyökalua, välttää mukautetun työkalun ja toistuvat työkalun vaihdot, mikä lyhentää syklin aikaa huomattavasti osissa, joissa on useita taskuja.
Seinän paksuus ja taipuma
Ohuet alumiiniseinät, joiden paksuus on alle 1,5 mm, voivat taipua leikkausvoiman vaikutuksesta aiheuttaen tärinäjälkiä ja mittojen poikkeamaa, erityisesti 6061:ssä ja pehmeämmissä olosuhteissa. Rakenteellisten seinien pitäminen noin 2 mm:n yläpuolella tai väliaikaisen nauhan lisääminen, joka poistetaan myöhemmässä toimenpiteessä, pitää osan riittävän jäykkänä pitämään toleranssin koko leikkausjakson ajan.
Reiän syvyyden ja halkaisijan suhteet
Vakioporaus pysyy tehokkaana noin 5:1 syvyys-halkaisijasuhteeseen asti. Sen lisäksi lastunpoisto vaikeutuu, työkalun taipuma kasvaa ja suoruus kärsii. Tämän suhteen ylittävät syvät, kapeat reiät vaativat usein pistoolin poraus- tai nokkaporausjaksoja, jotka molemmat lisäävät koneen aikaa ja kustannuksia, joita suunnittelija voi joskus välttää lyhentämällä reikää tai suurentamalla sen halkaisijaa.
Asetusten minimoiminen
Joka kerta kun osa irrotetaan ja kiinnitetään uudelleen, pieni määrä sijaintivirhettä syntyy uudelleen ja koneen aikaa menetetään uudelleenasemointiin. Suunnittelemalla ominaisuudet niin, että mahdollisimman monet ovat saavutettavissa yhdestä suunnasta tai vastakkaisista puolista, joihin 4. tai 5. akselinen kone pääsee käsiksi ilman manuaalista uudelleenkiinnitystä, pitää sekä toleranssipinon että kustannukset hallinnassa.

Toimialakohtaiset vaatimukset, jotka pakottavat ostajat kohti koneistusta
Eri toimialat painottavat koneistus- ja valu-päätöstä eri tavalla omien sääntely- ja suorituskykypaineidensa perusteella.
Ilmailu ja puolustus
Painonsäästöt vaikuttavat suoraan polttoaineen tai hyötykuorman kapasiteetiksi, joten ilmailu- ja avaruusalan kannattimet ja varusteet koneistetaan lähes aina 7075 tai 2024 taottuista materiaaleista valun sijasta, koska täysin tiivis jyvärakenne antaa ennustettavan väsymisiän toistuvissa lentokuormitussykleissä. Jäljitettävyysvaatimukset suosivat myös muokattua materiaalia, koska tehtaan sertifioinnit perustuvat yksittäiseen jatkuvaan erään mieluummin kuin sulatusaltaaseen, joka voi sekoittaa useita lämpöjä.
Puolijohde- ja tyhjiölaitteet
Tyhjiökammiot ja kiekkojen käsittelykomponentit eivät siedä valukappaleissa yleistä mikrohuokoisuutta, koska loukkuun jääneet kaasutaskut voivat hitaasti poistua tyhjiöympäristöstä ja saastuttaa prosessikammion. Koneistetut 6061- tai 6082-osat, joissa on täysin tiivis rakenne, ovat vakiovalinta näille tiivistepinnoille.
Lääketieteelliset laitteet
Pintojen puhtaus ja mittojen toistettavuus erän jokaisessa yksikössä ovat tärkeämpiä kuin raaka-ainekustannukset lääketieteellisissä sovelluksissa. Koneistetut osat tarjoavat tasaisemman pintakäsittelyn anodisoiduille tai passivoiduille lääketieteellisille koteloille, ja sisäisten aukkojen puuttuminen vähentää epäpuhtauksien juuttumisen riskiä puhdistusjaksojen aikana.
Autojen prototyyppien valmistus ja vähäinen tuotanto
Autoalan ohjelmat tilaavat usein useita satoja yksiköitä uudesta kannattimesta tai kotelosta koneistetuiksi osiksi, kun mahdollisen valuversion muotin kehitys on vielä kesken, jolloin ajoneuvojen testaus voidaan edetä odottamatta usean kuukauden työkalujen läpimenoaikaa.
Robotiikka ja liikkeenhallinta
Toistuva paikannus robottiliitoksissa ja lineaarisissa liikevaiheissa riippuu tiukoista, johdonmukaisista toleransseista jokaisessa yksikössä. Koneistettu alumiini, jota pidetään ±0,01–±0,02 mm:n tarkkuudella kriittisillä porauksilla ja kiinnityspinnoilla, antaa liikkeenohjausinsinööreille ennustettavan perusviivan, jota valutoleranssit eivät voi vastata ilman lisättyä viimeistelyä.
Yleisiä alumiinin työstövirheitä ja kuinka hyvämaineiset kaupat estävät ne
Ymmärtäminen, mikä voi mennä pieleen, auttaa ostajaa esittämään terävämpiä kysymyksiä toimittajan kelpuutuksen aikana.
| Vika | Tyypillinen syy | Ennaltaehkäisymenetelmä |
|---|---|---|
| Puhelun jälkiä | Riittämätön jäykkyys tai väärä karan nopeus | Optimoidut syötteet ja nopeudet, lisätty työnpidon tuki |
| Mittapoikkeama erän yli | Työkalun kulumista ei kompensoitu osien välillä | Prosessin mittaus ja ajoitetut työkalun offset-päivitykset |
| Reunoissa purseet | Tylsät työkalut tai aggressiiviset poistoleikkaukset | Erillinen purseenpoistovaihe, viistetyt reunaviitteet |
| Värimuutoksia anodisoinnin jälkeen | Epäjohdonmukainen seoskoostumus tai pinnan kontaminaatio | Sertifioitu tehdasmassa, perusteellinen esianodisoitu puhdistus |
| Lankavaurio | Hanat kuluneet tai ohjausreiän koko on väärä | Suunniteltu hanan vaihto, kierremittarin tarkastus |
Koneistustoimittajan pätevyys: kysymyksiä, joita kannattaa kysyä ennen ensimmäistä tilausta
Hinnan ja toimitusajan lisäksi pieni joukko toiminnallisia kysymyksiä paljastaa, pystyykö toimittaja jatkuvasti saavuttamaan tarjouksessa ilmoitetut toleranssit.
- Mitkä konealustat suorittavat työtä – 3-akselinen, 4-akselinen tai täysi 5-akselinen samanaikaisesti?
- Säädetäänkö myymälän lattian lämpötilaa ja mille alueelle?
- Mitä CMM- tai optisia mittauslaitteita käytetään lopputarkastuksessa?
- Voiko toimittaja toimittaa ensimmäiset artikkelin tarkastusraportit, jotka on yhdistetty piirustusteksteihin?
- Mikä on tyypillinen romutus- tai uudelleentyöstöaste vastaavissa osaperheissä?
- Tehdäänkö anodisointi, pinnoitus tai lämpökäsittely itse vai ulkoistettuna?
- Miten materiaalin jäljitettävyys ylläpidetään tehdastodistuksesta valmiiseen osaan?
Toimittaja, joka vastaa näihin kysymyksiin erityisesti todellisilla luvuilla yleisen vakuutuksen sijaan, pitää paljon todennäköisemmin kiinni tarjouksessa luvatut toleranssit, kun tuotanto todella alkaa.
Materiaalitehokkuutta ja kierrätettävyyttä koskevat näkökohdat
Alumiini on yksi tämän päivän tuotannossa eniten kierrätettävistä konepajametalleista, ja tämä vaikuttaa sekä koneistukseen että valutalouteen. Työstölastut, vaikka ne edustavat merkittävää materiaalihävikkiä alkuperäisestä tankovarastosta, kerätään helposti ja myydään uudelleen puhtaana romuna, koska niissä ei ole pinnoitteita tai kontaminaatioita leikkausnesteen jäännösten lisäksi. Kierrätetty alumiini vaatii vain murto-osan energiasta, joka tarvitaan primäärialumiinin tuottamiseen bauksiittimalmista, minkä vuoksi useimmat konepajat ylläpitävät erityisiä metalliromun erotteluastioita metalliseostyypin mukaan kerättyjen lastujen jälleenmyyntiarvon säilyttämiseksi.
Valuromu, mukaan lukien kannattimet, portit ja hylätyt osat, on samalla tavalla kierrätettävää, vaikka seoksen mukaan lajittelusta tulee entistä tärkeämpää, koska valimot sekoittavat usein useita alumiinilaatuja eri töihin. Kestävän kehityksen raportointiin keskittyneet ostajat pyytävät toimittajilta yhä useammin dokumentoituja romun kierrätysprosesseja osana pätevöintiprosessia perinteisempien toleranssi- ja kustannustietojen ohella.
Toimitusajan realiteetit: mitä odottaa kussakin tuotantovaiheessa
Odotukset läpimenoajasta vaihtelevat merkittävästi ensimmäisen prototyyppitilauksen ja vakiintuneen toistuvan tuotantoajon välillä.
| Vaihe | Tyypillinen läpimenoaika | Pääkuljettaja |
|---|---|---|
| Ensimmäinen prototyyppi (1–5 yksikköä) | 3-7 arkipäivää | Ohjelmointi ja kiinnikkeiden asennus |
| Pieni erä (10-200 yksikköä) | 1-3 viikkoa | Koneen kapasiteetti ja viimeistelyvaiheet |
| Toista tuotantoajo | 1-2 viikkoa | Materiaalin saatavuus, jonopaikka |
| Uusi alumiinivalumuotti | 8-16 viikkoa | Die suunnittelu, valmistus, koekuvat |
Tämä läpimenoaikaero on tärkein syy, miksi koneistus on oletusvalinta varhaisen tuotekehityksen aikana, jopa osissa, jotka lopulta siirtyvät alumiinivalu kerran volyymit oikeuttavat meistininvestoinnin ja ylimääräisen 2–4 kuukauden työkalujen läpimenoajan.
Usein kysytyt kysymykset
Onko CNC-koneistettu alumiini vahvempi kuin valettu alumiini?
Yleensä kyllä. Työstössä käytettävän taottu alumiinin raerakenne on jatkuva, suunnattu valssauksesta tai suulakepuristamisesta, kun taas valetussa alumiinissa voi olla mikroskooppista huokoisuutta, joka toimii jännityskeskittymispisteenä. Jaksottaisen tai väsymiskuormituksen alaisena olevien osien osalta koneistetut takometalliseokset ovat tyypillisesti parempia kuin valettu vastaavat, ellei valukappaletta ole lämpökäsitelty ja kuuma-isostaattisesti puristettu huokoisuuden sulkemiseksi.
Kuinka paljon alumiinin työstö maksaa verrattuna valuun?
Koneistuksessa ei ole työkalukustannuksia, vaan suhteellisen tasainen yksikköhinta koko volyymin osalta. Valu vaatii stanssausinvestointeja (yleensä viidestä kuuteen numerosta riippuen osan koosta ja monimutkaisuudesta riippuen), mutta yksikköhinta laskee huomattavasti suuremmilla määrillä. Jakopiste on tyypillisesti 500–2 000 yksikköä keskikokoisten osien kohdalla, vaikka tämä vaihtelee geometrian mukaan.
Minkä toleranssin CNC-kone todella kestää alumiinia?
Tavallinen 3-akselinen koneistus 6061-alumiinilla kestää luotettavasti ±0,05 mm yleisten ominaisuuskokojen yli. Huippuluokan 5-akseliset laitteet, joissa on tiukka ympäristön valvonta ja prosessinaikainen mittaus, voivat saavuttaa ±0,01 mm kriittisissä mitoissa, mikä on tarkkuuslaakerien porausten ja tiivistyspintojen vaatima taso.
Voiko yksi osa yhdistää sekä valun että koneistuksen?
Kyllä, ja tämä on hyvin yleinen lähestymistapa keskisuuren ja suuren volyymin tuotannossa. Karkea muoto on valettu materiaalikustannusten ja kiertoajan hallitsemiseksi, minkä jälkeen CNC-kone viimeistelee vain kriittiset ominaisuudet - asennuspinnat, poraukset, kierrereiät - joissa valutoleranssi ei ole riittävä.
Mikä alumiiniseos koneistaa nopeimmin ja työkalut kuluvat vähiten?
6061 ja 5052 pidetään yleensä helpoimmin koneistettavissa olevina metalliseoksina, ja ne tarjoavat hyvän tasapainon lastunmuodostuksen, pinnan viimeistelyn ja työkalun käyttöiän välillä. 7075 ja 2024 tarjoavat suuremman lujuuden, mutta tuottavat enemmän lämpöä ja hankaavaa kulumista leikkauksen aikana, mikä vaatii tyypillisesti hitaampaa syöttönopeutta ja päällystettyä kovametallityökalua työkalun käyttöiän ylläpitämiseksi.
Muuttaako anodisointi koneistetun alumiiniosan mittoja?
Kyllä, hieman. Anodisointi lisää pintaan oksidikerroksen ja noin puolet kerroksen paksuudesta rakentuu ulospäin alkuperäisestä pinnasta. Tiukkojen toleranssien osalta koneistajat tyypillisesti ottavat tämän huomioon koneistamalla osan hieman alimitoitettuna ennen anodisointia, jotta lopullinen pinnoitettu mitta osuu spesifikaatioiden mukaiseksi.
Miksi koneistetut alumiiniosat maksavat enemmän yksikköä kohden kuin suurella volyymilla valetut osat?
Työstöaika skaalautuu suunnilleen lineaarisesti osien lukumäärän kanssa, koska jokainen yksikkö vaatii silti samat lastuamistoimenpiteet riippumatta siitä, kuinka monta sitä ennen on tehty. Valu kuormittaa kustannukset etukäteen, joten kun investointi on kuoletettu suurelta ajokerralta, rajakustannus osaa kohti putoaa selvästi alle sen, mitä koneistus voi saavuttaa samalla tilavuudella.
Voidaanko koneistettuja alumiiniosia hitsata?
Kyllä, useimmat koneistukseen käytetyt taotut metalliseokset, mukaan lukien 6061 ja 5052, ovat helposti hitsattavissa TIG- tai MIG-prosesseilla. 7075 ja 2024 on vaikeampi hitsata ilman merkittävää lujuushäviötä lämpövaikutusvyöhykkeellä, joten hitsausliitoksia vaativissa malleissa lujissa sovelluksissa käytetään usein 6061:tä tai vastaavaa hitsattavaa metalliseosta.
Mikä on CNC-koneistettujen alumiiniosien vähimmäistilausmäärä?
Useimmat konepajat ottavat vastaan tilauksia yhdestä prototyyppiyksiköstä alkaen, koska ohjelmoinnin ja kiinnityksen lisäksi ei vaadita työkaluinvestointeja. Tämä on yksi koneistuksen selkeimmistä käytännön eduista valuun verrattuna, jolloin vähimmäistilausmäärä perustuu usein tarpeeseen perustella stanssauskustannukset teknisen minimin sijaan.
Miten osan koko vaikuttaa koneistuksen toleranssikykyyn?
Suurempia osia on yleensä vaikeampi pitää samassa tiukassa toleranssissa kuin pieniä osia, koska lämpölaajeneminen, konepöydän tasaisuus ja kiinnittimen jäykkyys tulevat kaikki merkittävämmiksi pidemmällä aikavälillä. 50 mm:n osan tarkkuusominaisuutta on helpompi pitää ±0,01 mm:ssä kuin samaa ominaisuutta 500 mm:n osassa, jossa lämpö- ja mekaaninen vaihtelu suuremmalla pinnalla luonnollisesti laajentaa saavutettavissa olevaa toleranssialuetta.





