
Kotiin / Uutiset / Teollisuusuutiset / Alumiinin valuprojektit: prosessit, seokset ja suunnitteluopas
Alumiinin valuopas
Mitä ovat Alumiinin valu Projektit – ja miksi ne hallitsevat modernia valmistusta
Alumiinin valuprojektit kattavat kaiken pienistä harrastelijoiden takapihavaloista suuriin teollisuustuotantoihin ilmailu- ja autoteollisuudelle. Lyhyt vastaus: alumiinivalu on yksi monipuolisimmista, kustannustehokkaimmista ja skaalautuvimmista nykypäivän metallintyöstömenetelmistä, ja toteuttamiskelpoisten projektien valikoima – koristepuutarhaveistoksista rakenteellisiin moottorilohkoihin – on todella valtava. Jos olet arvioimassa, sopiiko alumiinivalu lähestymistapa sovellukseesi, vastaus on lähes aina kyllä, jos valitset oikean valuprosessin geometriallesi, toleranssivaatimuksillesi ja tuotantomäärällesi.
Alumiinin tiheys on suunnilleen 2,7 g/cm³ , alle kolmannes teräksestä, mutta nykyaikaiset alumiiniseokset saavuttavat yli 500 MPa:n vetolujuuden. Tämä lujuus-painosuhde on se, mikä on työntänyt alumiinivalut niin monille vaativille aloille. Maailmanlaajuisten alumiinivalumarkkinoiden arvo oli noin 67,5 miljardia dollaria vuonna 2023 ja sen ennustetaan ylittävän 95 miljardia Yhdysvaltain dollaria vuoteen 2030 mennessä Grand View Researchin julkaisemien tietojen mukaan. Vuotuinen kasvuvauhti johtuu suurelta osin sähköajoneuvojen käyttöönotosta ja kuljetustoimialojen keventämisestä.
Tämä artikkeli kattaa koko maiseman: tärkeimmät valuprosessit, parhaat alumiiniseokset tiettyihin projektityyppeihin, suunnittelusäännöt, jotka estävät vikoja, todellisia projektiesimerkkejä tuotantotiedoilla, viimeistelytekniikat ja rehellinen katsaus kustannuksiin ja toimitusaikaan. Olitpa valmistaja, joka suunnittelee ensimmäistä hiekkavalua, tai tuoteinsinööri, joka arvioi painevalutyökaluja, alla olevat tiedot on järjestetty heti hyödyksi.
Viiden ytimen alumiinivaluprosessia – vertaillaan vierekkäin
Oikean prosessin valitseminen on merkittävin päätös kaikissa alumiinivaluprojekteissa. Jokainen menetelmä tarjoaa erilaisen tasapainon työkalukustannusten, pinnan viimeistelyn, mittatoleranssin, seinämän vähimmäispaksuuden ja taloudellisen tilausmäärän välillä. Alla oleva taulukko tislaa käytännön kompromisseja.
| Prosessi | Työkalukustannukset | Pintakäsittely (Ra) | Toleranssi (tyypillinen) | Paras äänenvoimakkuusalue | Min. Seinän paksuus |
|---|---|---|---|---|---|
| Hiekkavalu | Matala (500–5 000 dollaria) | 12-25 µm | ±0,5–1,5 mm | 1-5000 kpl | 3-5 mm |
| Pysyvä muotti (Gravity Die) | Keskikokoinen (5 000–30 000 dollaria) | 3-6 µm | ±0,25–0,5 mm | 1 000-50 000 kpl | 2-3 mm |
| Korkeapaineinen painevalu (HPDC) | Korkea (20 000–200 000 dollaria) | 1-2 µm | ±0,05–0,15 mm | 10 000–1 000 000 kpl | 0,8-1,5 mm |
| Investointivalu (Lost Wax) | Keskikorkea (3 000–50 000 dollaria) | 1,5-3 µm | ±0,1–0,25 mm | 100-20 000 kpl | 1-2 mm |
| Kadonnut vaahtovalu | Matala-Keskitaso (1 000–15 000 dollaria) | 5-10 µm | ±0,3–0,8 mm | 500-30 000 kpl | 2-4 mm |
Hiekkavalu: räätälöityjen alumiiniprojektien aloituspiste
Hiekkavalu on edelleen helpoin alumiinivalumenetelmä räätälöityihin, pienimääräisiin tai prototyyppitöihin. Vihreä hiekka (seos piidioksidihiekkaa, bentoniittisavea ja kosteutta) pakataan puu- tai uretaanikuvion ympärille, kuvio poistetaan ja sulaa alumiinia - tyypillisesti 660–720 °C:ssa - kaadetaan onteloon. Jaksoajat ovat hitaita painevaluon verrattuna, mutta yläkokorajaa ei käytännössä ole. Ohion Defiancessa sijaitseva GM Casting -tehdas kaataa yli 40 kg painavia hiekkavalettuja alumiinimoottorilohkoja käyttämällä automatisoituja tulitikkulevyjen muovauslinjoja. Tämä osoittaa, että hiekkavaluvaaka on harrastuskäyttöä pidemmälle, kun se työstetään oikein.
Takapihavalimoprojekteissa vihreä hiekka on edullista sekoittaa ja käyttää uudelleen. Perus kaksiosainen pullo voi tuottaa erinomaisia tuloksia seoksilla, kuten A356 tai 319. Kriittinen muuttuja on kosteuspitoisuus: liian märkä tuottaa höyryn huokoisuutta; liian kuiva romahtaa. Tavoite on karkeasti 2-4 painoprosenttia kosteutta , helppo tarkistaa puristustestillä.
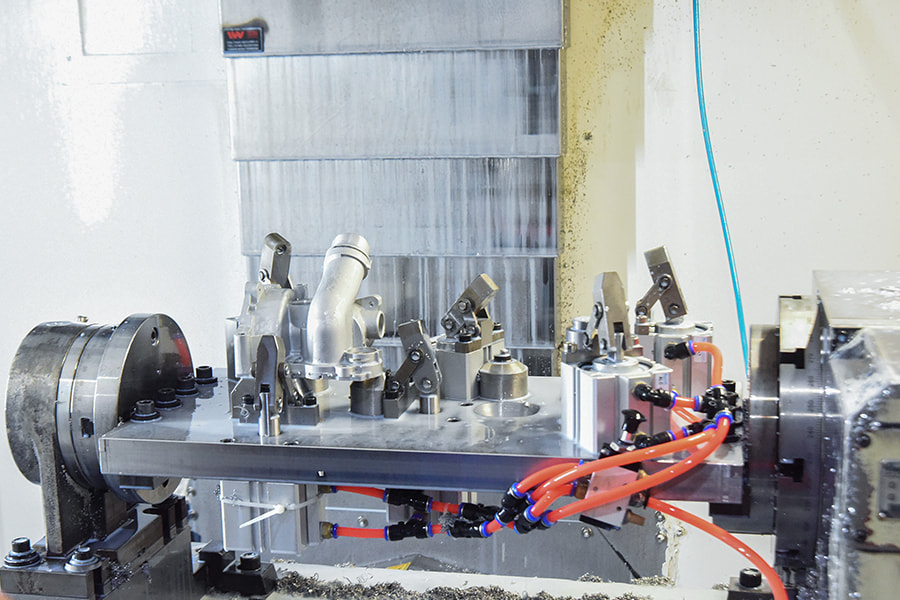
Korkeapaineinen painevalu: tilavuus, tarkkuus ja ohuet seinät
HPDC ruiskuttaa sulaa alumiinia karkaistuun terässuuttimeen paineilla 10-175 MPa , täyttää ontelon millisekunneissa. Prosessi on poikkeuksellisen nopea – 30–120 sekunnin sykliajat ovat yleisiä keskikokoisille osille – ja tuottaa lähes verkon muotoisia osia, joiden seinämän paksuus on jopa 0,8 mm optimoiduissa malleissa. Autoteollisuus on hallitseva käyttäjä. Alumiiniliiton mukaan noin 75 % kaikista autojen alumiinivaluista valmistetaan HPDC:n kautta, mukaan lukien moottorin kampikammiot, vaihteistokotelot ja yhä useammin suuret rakenneosat, jotka on valmistettu megavalukoneilla (gigapuristimet), joiden puristusvoimat ovat jopa 9 000 tonnia. Teknologia on Teslan edelläkävijä ja jonka nyt omaksuvat Toyota, Volvo ja muut.
HPDC:n pääasiallinen kompromissi on huokoisuus: nopean täytön aikana jäänyt ilma luo mikroskooppisia aukkoja, jotka voivat vaarantaa rakenteen eheyden ja estää lämpökäsittelyn. Tyhjiöavusteinen painevalu (VADC) vähentää tätä merkittävästi mahdollistaen T6-lämpökäsittelyn ja työntäen vetolujuuden yli 300 MPa jopa sekundaarisilla piiseoksilla.
Alumiiniseokset – Sopivat materiaalit projektin vaatimuksiin
Kaikki alumiiniseokset eivät valu tai toimi samalla tavalla. Valettavat alumiiniseokset on merkitty nelinumeroisella järjestelmällä (esim. A380, A356, 319), joka osoittaa niiden ensisijaiset seosaineet ja koostumuksen. Seoksen valinta vaikuttaa juoksevuuteen, kuumarepäisynkestävyyteen, mekaaniseen lujuuteen, korroosionkestävyyteen ja työstettävyyteen – jotka kaikki vaihtelevat merkittävästi seosperheiden välillä.
A380
A380 — Monikäyttöinen HPDC-työhevonen
A380 (Al-Si8.5Cu3.5) vastaa yli 85 % kaikista alumiinipainevaluista Pohjois-Amerikassa alumiiniliiton mukaan. Sen korkea piipitoisuus (7,5–9,5 %) antaa erinomaisen juoksevuuden ja minimaalisen kutistumisen, kun taas kuparilisäykset nostavat vetolujuuden 317 MPa:iin. Ei sovellu anodisointiin (kuparipitoisuus aiheuttaa värjäytymistä), mutta kestää jauhemaalauksen ja maalin poikkeuksellisen hyvin. Käytetään elektroniikkakoteloissa, autojen kiinnikkeissä, sähkötyökalujen koteloissa ja pneumaattisissa jakoputkissa.
A356
A356 - Rakenne- ja ulkonäköseos
A356 (Al-Si7Mg0.3) on vakiovalinta hiekka- ja kestomuottiprojekteihin, joissa T6-lämpökäsittely on suunniteltu. Liuoskäsittelyn 538 °C:ssa ja keinotekoisen vanhentamisen 154 °C:ssa jälkeen A356-T6 tarjoaa vetolujuuden 262 MPa ja myötöraja 186 MPa — huomattavasti parempia kuin valuuttomat arvot. Alhainen kuparipitoisuus tarkoittaa, että se anodisoituu puhtaasti, mikä tekee siitä suositun arkkitehtonisissa valukappaleissa, valaisimissa, jälkimarkkinapyörissä ja lentokonekoteloissa. Seoksen erinomainen hitsattavuus on toissijainen etu korjaus- tai valmistustöissä.
319
319 — Autoteollisuus ja yleinen tekniikka
319 (Al-Si6Cu3.5) on perinteinen valinta hiekkavalettuihin moottorikomponentteihin – sylinterinkansiin, imusarjaan ja vaihteistokoteloihin. Sen kuparipitoisuus antaa hyvän lujuuden korkeissa lämpötiloissa, millä on merkitystä, kun käyttöympäristö ylittää 150°C. Ford, GM ja Chrysler ovat käyttäneet 319-perheen metalliseoksia vuosikymmeniä työntötankojen ja OHC-moottorien päissä. Seos koneistaa siististi ja kestää kovan anodisoinnin kohtuullisen hyvin, jos kuparipitoisuus on säädetty spesifikaation alimmalle tasolle.
535
535 (Almag 35) – Meri- ja korroosionkestävät hankkeet
Projekteihin, jotka ovat alttiina suolaiselle vedelle tai kostealle ympäristölle – laivalaitteistot, rannikon arkkitehtoniset elementit, kemialliset käsittelylaitteet – 535 (Al-Mg6.8) tarjoaa poikkeuksellisen korroosionkestävyyden, hyvän hitsattavuuden ja luonnollisen kirkkaan pinnan anodisoinnin jälkeen. Sen pienempi piipitoisuus vaikeuttaa valua (korkeampi kuumarepeytymisherkkyys) ja vaatii huolellista porttisuunnittelua ja valvottuja valulämpötiloja. Vetolujuus valussa on noin 240 MPa , verrattavissa A356-T6:een ilman lämpökäsittelyn tarvetta.
Esimerkkejä todellisista alumiinivaluprojekteista eri toimialoilla
Alumiinin valuprojektien laajuus aktiivisessa tuotannossa on laajempi kuin useimmat ihmiset ymmärtävät. Alla olevat esimerkit kattavat harrastaja-, teollisuus-, arkkitehtuuri- ja kuluttajatuotekontekstit, joista jokaisessa on asiaankuuluvat prosessi- ja seostiedot.
01
Takapihavalimo: hiekkavaletusta alumiinista valmistettu veitsensuoja ja tuki
Suosittu aloitustason alumiinivaluprojekti valmistajayhteisössä sisältää hiekkavalun veitsen suojukset, sormisuojat ja tuet mukautettuja teriä varten. Osat ovat pieniä (tyypillisesti alle 50 g), geometrisesti yksinkertaisia ja kestävät viherhiekkavalulle tyypillistä pinnan karheutta. A356 tai romumännät (usein 4032 metalliseos) toimivat hyvin. Sulamislämpötila tulee säilyttää 700-730 °C varmistaaksesi täydellisen täytön ilman liiallista kaasun imeytymistä. Viimeistely 120-600 karkeudella märkä- ja kuivahiomapaperilla ja sen jälkeen kiillotus saa lähes peilikuvan ilman valun jälkeistä lämpökäsittelyä.
02
Arkkitehtoninen alumiinivalu: pylväskannet, kaiteet ja koristepaneelit
Arkkitehtonisilla alumiinivaluprojekteilla on pitkä historia – vuonna 1884 asennettu Washington Monumentin alumiinikansi on edelleen yksi varhaisimmista tarkkuusalumiinin valun käyttötavoista. Nykyaikaisissa arkkitehtuuriprojekteissa käytetään pysyvää muottia tai hiekkavalua A356- tai 535-seoksilla. Tyypillisiä käyttökohteita ovat koristeelliset porraskaiteet, koristepylväiden päät, rakennusten julkisivupaneelit ja räätälöidyt ovien laitteistot. Anodisointi – erityisesti kovapinnoitteen anodisointi 25–50 µm:iin – tarjoaa kestävän, vähän huoltoa vaativan korroosiosuojan, joka voidaan värjätä suunnittelun vaatimusten mukaan. Useat Persianlahden rannikon alueen valmistajat toimittavat hiekkavalettuja arkkitehtonisia elementtejä toimitusajoilla 4–8 viikkoa mukautetuille kuvioille .
03
Autot: HPDC-moottorilohkot ja rakennevalut
Nykyaikaisissa pienikokoisissa autoissa käytetään alumiiniseoslohkoja lähes yleisesti. Vuonna 2004 esitellyssä BMW N52 inline-six -mallissa käytetään magnesium-alumiini-komposiittilohkoa, jossa on valettu alumiininen aluslevy ja A380-johdannainen kampikammio – malli, joka karkasi. 10 kg aikaisemmasta rautalohkomoottorista. Nykyaikaiset sähköajoneuvojen akkukotelorakenteet, kuten Rivian- ja Hyundai Ioniq -alustoilla käytetyt, ovat monionteloisia HPDC-alumiinivaluja, joissa on integroidut jäähdytyskanavat, jotka yhdistävät jopa seitsemän aiemmin erillistä meistettyä ja hitsattua osaa yhdeksi verkkomuotoiseksi valukappaleeksi. Tämä tiivistäminen lyhentää kokoonpanoaikaa ja parantaa rakenteellista jäykkyyttä noin 30 % pienemmällä massalla verrattuna vastaaviin teräsrakenteisiin.
04
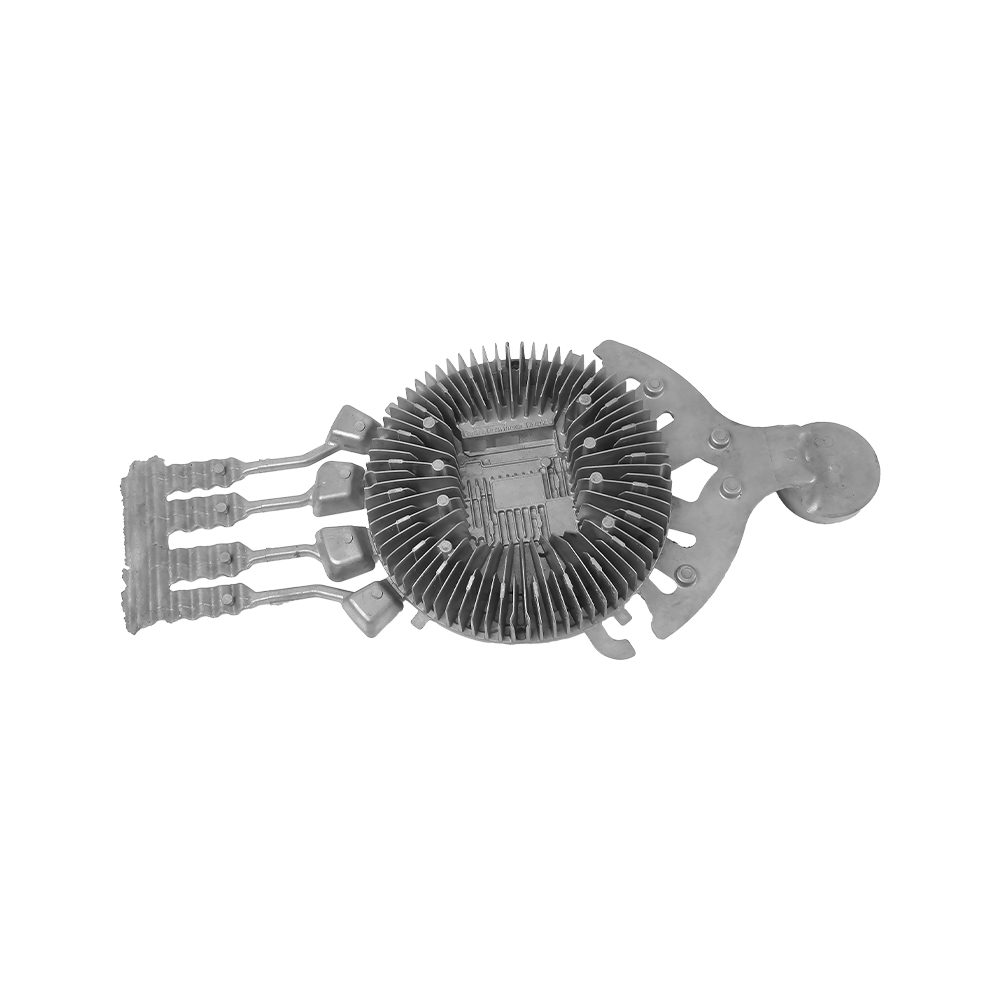
Elektroniikkakotelot: lämmönhallinta valun avulla
Tehokas elektroniikka – moottorikäytöt, tehoinvertterit, tietoliikenteen tukiasemavahvistimet, LED-ohjaimet – käyttävät usein alumiinivalua koteloissa, koska materiaali toimii kaksinkertaisena sekä kotelona että jäähdytyselementtinä. A380 HPDC -kotelot integroiduilla rivoilla saavuttavat lämpövastusarvot 0,5–1,5 °C/W luonnollisessa konvektiossa, riittää moniin teollisiin sovelluksiin ilman pakotettua ilmaa. RF-suojaussovelluksissa A380:n seinämän paksuus 3–5 mm tarjoaa tehokkaan vaimennuksen yli 500 MHz:n taajuudella. Investointivalu on suositeltavaa, kun nestejäähdytteisille kylmälevyille tarvitaan monimutkaista sisäistä virtauskanavageometriaa.
05
Aerospace: Investment-Cast rakennekannattimet ja kotelot
Investointivalu A356- tai A357-seoksilla on vakiokäytäntö lentokoneen rungon kiinnikkeissä, avioniikkakoteloissa ja hydraulisissa jakoputkissa, joissa geometrian monimutkaisuus ja tiukat toleranssit eliminoivat koneistuksen kustannustehokkaana vaihtoehtona. Tyypilliset lentokoneissa käytetyt alumiinivalut saavuttavat mittatoleranssit ±0,13 mm ja pintakäsittely 3,2 µm Ra ilman lisätyöstöä. Prosessi mahdollistaa alaleikkaukset, ohuet seinät ja orgaaniset ääriviivat, joita hiekkavalu ei pysty luotettavasti tuottamaan. Yritykset, kuten Precision Castparts ja Hitchiner Manufacturing, toimittavat tällaisia ilmailu- ja avaruusalumiinisijoitusvaluja Boeingin, Airbusin ja Lockheed Martinin alustoille.
06
Taide ja kuvanveisto: Lost Foam Aluminium Casting Projects
Kadonnut vaahtovalu on suosittu kuvanveistäjien ja taiteilijoiden keskuudessa, koska EPS-vaahtoa voidaan muotoilla, veistää ja koota ilman vetokulmaa tai ydinlaatikkoa – sula alumiini kuluttaa vaahdon kaatamisen aikana, jolloin jäljelle jää tarkka kopio alkuperäisestä mallista. Yhteisön taidevalimot sellaisissa kaupungeissa kuin Chicagossa ja Portlandissa tarjoavat avoimen pääsyn kadonneen vaahtoalumiinin kaatoistuntoihin. Seoksen valinta on vähemmän kriittinen puhtaasti koristeellisten kappaleiden kohdalla; toissijainen A380- tai 383-romu tuottaa riittävät tulokset hyvällä juoksevuudella. Kaatopaikat käyttävät tyypillisesti a 2-4 mm sprue and riser system suhteessa osan tilavuuteen varmistaakseen ohuiden veistoksellisten piirteiden täydellisen täyttöön.
Suunnittelusäännöt, jotka estävät alumiinivaluprojektien viat
Useimmat alumiinin valuvirheet on suunniteltu sisään, ei valmistettu sisään. Vakiintuneiden design-for-casting (DFC) -ohjeiden noudattaminen CAD-vaiheen aikana eliminoi suurimman osan huokoisuus-, kylmäsulku-, väärinkäynti- ja kuumarepeytymishäiriöistä ennen kuin yksittäinen muotti leikataan. Seuraavat säännöt koskevat laajasti hiekka-, kestomuotti- ja painevaluprosesseja, ja prosessikohtaiset säädöt on huomioitu.
Seinän paksuuden tasaisuus
Epätasainen seinämän paksuus saa aikaan erilaisia jäähdytysnopeuksia, jotka ohjaavat kutistumishuokoisuutta kohti viimeiseksi kiinteytyvää aluetta. Suositeltu suunnittelutavoite on seinämän paksuuden vaihtelu enintään 2:1 vierekkäisten osien välillä . Kun raskaita ulokkeita tai laippoja ei voida välttää, materiaalin poistaminen tai siirtymien sekoittaminen suurilla säteillä vähentää lämpömassa-eroa. HPDC:n nimellinen seinämäpaksuus on 2–4 mm useimmissa rakennesovelluksissa; yli 6 mm:n seinämiin alkaa kertyä kaasuhuokoisuutta, ellei tyhjiöavusteista täyttöä käytetä.
Fileet ja säteet kaikissa sisäkulmissa
Terävät sisäkulmat keskittävät jännityksen ja luovat kuumia kohtia jähmettymisen aikana. Sisäisen täytteen vähimmäissäde 1,5 × seinämän paksuus on ASM Internationalin alumiinivalusuunnitteluohjeiden suosittelema. Jopa 1 mm:n säde vähentää dramaattisesti jännityskeskittymiskertoimia verrattuna todella terävään nurkkaan. Ulkokulmat voivat olla terävämpiä (säde vähintään 0,5 mm), mutta ne eivät saa koskaan olla täysin neliömäisiä valetussa alumiinissa.
Luonnoskulmat muotin irrottamiseen
Kaikki pinnat, jotka ovat samansuuntaisia muotin vetosuunnan kanssa, vaativat vetokulman. Normaalit minimit ovat 1–2° hiekkavalussa, 1–3° pysyvässä muottissa ja 0,5–1,5° HPDC:ssä ulkopinnoilla (hieman enemmän sisäpinnoilla, koska valu kutistuu hylsyille). Riittämätön veto johtaa muotin kulumiseen, hylsyn rikkoutumiseen ja irrotusvaikeuksiin, jotka lopulta vahingoittavat valukappaletta. Muottiin päin olevilla pinnoilla ei saa olla vetoa; määrittele selkeästi piirustuksessa, mikä suunta on jakotaso.
Portailu ja nousu suunnattua jähmettymistä varten
Hyvä avainnusrakenne syöttää nestemäistä metallia asteittain ohuista osista paksuihin osiin varmistaen, että raskaimmat alueet pysyvät yhdistettyinä nestesäiliöön - nousuputkeen - kunnes ne ovat täysin jähmettyneet. Chvorinov-sääntö (kiinteytysaika verrannollinen (tilavuus/pinta-ala)²) ohjaa nousuputken mitoitusta: nousuputken moduulin on oltava vähintään 1,2 × raskaimman osan se ruokkii. Simulaatioohjelmistoja, kuten MAGMASOFT, Flow-3D ja ProCAST, käytetään laajalti portaiden ja nousuputkien suunnittelun validointiin ennen tuotantotyökalujen leikkaamista, mikä vähentää merkittävästi yrityksen ja erehdyksen kustannuksia.
Kierre- ja välikappaleen muotoilu valettua alumiinia
Valettu alumiini on liian pehmeää suorille karkeille kierteille voimakkaasti kiristetyissä kiinnityssovelluksissa. Vaihtoehtoja ovat: (1) valu teräksestä tai messingistä kierrettyihin sisäkkeisiin – Heli-Coil- ja E-Z Lok -tuotteet ovat suosittuja jälkiasennussovelluksissa; (2) käyttämällä koneistettuja kierteitä jälkivalussa vähintään 1,5× kierteen halkaisijan kiinnityspituus ; tai (3) ultraääni-inserttiasennuksen määrittäminen kestomuovin vierekkäisille malleille. HPDC-osissa voi olla vähintään 2,0 mm:n sisähalkaisijaltaan olevia reikiä huolellisella suuttimella, mikä vähentää jälkivalauksen vaatimuksia.
Sulatteen laadunvalvonta – Askel, jonka useimmat aloittelijat huomaavat alumiinivalussa
Sulan alumiinin laatu valukohdassa määrää valmiin valun laatukaton. Täydellisesti suunniteltu osa, joka on valettu huonosti valmistetusta metallista, osoittaa edelleen huokoisuutta, oksidisulkeumia ja heikentyneet mekaaniset ominaisuudet. Kokeneet valimooperaattorit suhtautuvat sulatteen valmisteluun yhtä vakavasti kuin muottien suunnitteluun.
Vedyn huokoisuus: yleisin alumiinin valuvirhe
Alumiini liuottaa vetyä helposti nestemäisessä tilassaan - nestemäinen alumiini 750 °C:ssa kestää noin 0,65 cm³ / 100 g metallia verrattuna vain 0,034 cm³:aan 100 g:aa kohti kiinteässä olomuodossa (Aluminium Associationin tietojen mukaan). Kun sula jähmettyy, suurin osa siitä liuenneesta vedystä hylätään ja muodostaa mikroskooppisia kuplia - huokoisuutta - koko valun ajan. Ensisijaisia vedyn lähteitä ovat ilmakehän kosteus, märkä romu, öljyinen palautus ja märkä vuo.
Kaasunpoisto kuivalla typellä tai argonilla pyörivän kaasunpoistoyksikön kautta (SNIF-prosessi tai vastaava) vähentää liuenneen vedyn määrän alle. 0,10 cm³ per 100 g kaupallisessa käytännössä – selvästi alle näkyvän huokoisuuden kynnyksen useimmissa valugeometrioissa. Harrastajat, joilla ei ole pyörivää kaasunpoistolaitetta, voivat käyttää heksakloorietaanitabletteja (jossa on asianmukainen ilmanvaihto – prosessi tuottaa kloorikaasua) tai yksinkertaisesti minimoida kosteuden altistumisen sulalle esilämmittämällä kaikki työkalut ja pitämällä uunin kannet suljettuina.
Oksidisulkeumat ja juoksutettavuuskäytäntö
Alumiini hapettuu välittömästi joutuessaan alttiiksi ilmalle muodostaen ohuen mutta kestävän alumiinioksidin (Al2O3) -kuoren. Turbulenttinen kaataminen taittaa tämän ihon sulatteeseen, jolloin syntyy oksidikalvoja, jotka toimivat halkeamien alkamispaikkoina jähmettyneessä valussa. Edesmennyt professori John Campbell Birminghamin yliopistosta dokumentoi vuosikymmeniä, kuinka oksidikalvot ovat perimmäinen syy useimpien alumiinivalujen mekaanisten ominaisuuksien hajoamiseen – 30–40 %:n vetolujuuden vaihtelu identtisissä valukappaleissa juontaa usein juurensa kaksikalvon jakautumisesta.
Käytännön vastatoimia ovat: pohjakaavat kaatokaukaloiden sijasta, keraamiset vaahtomuovisuodattimet porttijärjestelmässä (20–30 ppi alumiinille), alennettu kaatokorkeus ja hallittu kaatonopeus sekä turbulenssin minimoiminen muotin sisäänkäynnissä. Flux-lisäaineet (peittävät juoksutteet, kuten kaliumkloridi/natriumkloridi-seokset) suojaavat sulatteen pintaa ilmakehän hapettumiselta lämpötilojen välillä ja auttavat oksidihiukkasten yhdistämistä kuorimista varten ennen kaatamista.
Lämpötilan säätö ja tulikuumennus
Useimmilla alumiinivaluseoksilla on likviduslämpötilat välillä 555 °C ja 615 °C . Kaataminen liiallisessa tulikuumennustilassa (yli 80–100 °C nesteen yläpuolella) lisää kaasun imeytymistä, oksidin muodostumista ja muotin eroosiota HPDC:ssä. Liian kylmä kaataminen aiheuttaa virheitä ja kylmäsulkeuksia – alueita, joissa metallietuosa jähmettyy ennen muotin täyttämistä. Optimaalinen kaatolämpötila useimmille sovelluksille on välillä 680 °C ja 740 °C , jossa myös muotin lämpötilalla on merkittävä rooli: pysyvät muotit esilämmitetään tyypillisesti 200–350 °C:een alumiinia varten.
Valun jälkeiset toimenpiteet: lämpökäsittely, koneistus ja pinnan viimeistely
Useimmat alumiinivaluprojektit vaativat ainakin jonkin verran jälkivalutyötä. Alla olevat toiminnot on esitetty siinä järjestyksessä, jossa ne tyypillisesti suoritettaisiin tuotannossa.
Vaihe 1
Degating ja Shakeout
Hiekkavalut ravistetaan muotista jähmettyneenä (yleensä 5-30 minuutin kuluessa osan painosta riippuen). Jalustat ja nousuputket poistetaan sahaamalla, hiomalla tai hydraulisesti murtamalla. HPDC-osat leikataan erillisessä trimmaussuuttimessa, joka leikkaa välähdyksen ja kannattimet yhdellä painalluksella, ja jaksoajat ovat 5–15 sekuntia per osa. Hiekkavalujen katkaisulinja vaatii tyypillisesti käsin hiontaa sulautuakseen tasolle valupinnan kanssa.
Vaihe 2
Lämpökäsittely (jos määritetty)
T6-temperointi – liuoslämpökäsittely, jota seuraa keinotekoinen vanhentaminen – on laajimmin määritelty alumiinivalujen lämpökäsittely. A356:
- Liuoskäsittely: 538°C ± 6°C 4-12 tuntia (leikkeen paksuudesta riippuen)
- Sammutus: vesi 60–80 °C:ssa (lämmin sammutus minimoi jäännösjännityksen vääristymisen)
- Ikä: 154°C ± 6°C 6-12 tuntia
Tämä sekvenssi liuottaa Mg2Si-saostuman liuokseen ja saostaa ne sitten uudelleen hienona dispersiona, joka estää dislokaatioliikettä ja lisää myötörajaa noin 83 MPa (F-lämpötila) - 186–207 MPa (T6-lämpötila) .
Vaihe 3
Kriittisten pintojen CNC-koneistus
Valualumiinikoneet poikkeuksellisen hyvin – työkalun käyttöikä on tyypillisesti 10-20× pidempi kun työstetään alumiinia verrattuna teräkseen vastaavissa lastujen kuormitusolosuhteissa. Valun alumiinin nopeassa CNC-työstössä käytetään kovametallityökaluja, leikkausnopeuksia 300–600 m/min (pintajalkoja minuutissa: 1 000–2 000) ja tulvajäähdytysnestettä tai minimivoitelua (MQL). Valuun koneistetut peruspisteet – tyynyt, poraukset ja kohdistusreiät – muodostavat vertailukehyksen kaikille myöhemmille koneistustoimenpiteille. Suuren volyymin HPDC-osille erilliset siirtolinjat, joiden sykliajat ovat alle 60 sekuntia osaa kohti, ovat yleisiä autojen valukennoissa.
Vaihe 4
Pintakäsittelyvaihtoehdot alumiinivaluille
Alumiinivaluprojektien viimeistelyvaihtoehtojen valikoima on laaja:
- Anodisointi: Sähkökemiallinen hapetus, joka kasvattaa 5–25 µm (tyyppi II) tai 25–100 µm (Type III kova-anodisointi) tiheän alumiinioksidikerroksen. Tarjoaa erinomaisen korroosion- ja kulutuskestävyyden. Paras A356 tai 535 metalliseoksilla.
- Jauhemaalaus: 160–200°C:ssa kovetetun lämpökovettuvan polymeerijauheen sähköstaattinen levitys. Erinomainen UV-kestävyys, laaja värivalikoima, kustannustehokas keskikokoisille ja suurille määrille. Yhteensopiva kaikkien valuseosten kanssa.
- Kromaattikonversiopinnoite: Kolmiarvoinen kromaatti (Alodine/Iridite) tarjoaa korroosiosuojan ja maalin tartuntapohjamaalin ilmailu- ja puolustussovelluksiin. RoHS-yhteensopiva kolmenarvoisten formulaatioiden kanssa.
- Haulipuhallus ja tärinäpurseenpoisto: Mekaaninen viimeistely, joka poistaa purseet, parantaa pinnan ulkonäköä ja sitä voidaan käyttää puristusjäännösjännitysten luomiseen (haalarimuunnos), joka parantaa väsymisikää jopa 30 %.
- Sähkötön nikkelipinnoitus: Saostaa tasaisen 10–50 µm nikkeli-fosforikerroksen, joka parantaa merkittävästi kovuutta (500–700 HV lämpökäsittelyn jälkeen) ja kulutuskestävyyttä. Käytetään muoteissa, holkeissa ja liukupinnoissa.

Alumiinin valuprojektien kustannusrakenne – mikä ohjaa hintaa
Kustannustekijöiden ymmärtäminen auttaa projektiinsinöörejä tekemään parempia prosessien valintapäätöksiä ja antaa hankintatiimeille puitteet valutoimittajien tarjousten arviointiin.
Yleisten alumiinivaluvirheiden vianmääritys
Jopa kokeneet valimooperaattorit kohtaavat vikoja. Alla olevassa taulukossa on kartoitettu yleisimmät alumiinivaluvirheet niiden perimmäisiin syihin ja korjaaviin toimenpiteisiin.
| Vika | Ulkonäkö | Ensisijainen syy | Korjaustoimet |
|---|---|---|---|
| Kaasun huokoisuus | Pyöreät ontelot, sileät seinät, satunnainen jakautuminen | Liuennut vety sulassa | Kaasu sulaa; kuivaa kaikki työkalut ja romu; vähentää tulistusta |
| Kutistumishuokoisuus | Epäsäännölliset ontelot, karkeat seinät, raskaissa osissa | Riittämätön ruokinta/nousu | Suurenna nousuputken kokoa; lisää vilunväristyksiä raskaisiin osiin; uudelleensuunnittelu yhtenäiseksi seinäksi |
| Kylmäsulku | Lineaarinen sauma pinnassa, heikko rajapinta | Kaksi metallietuosaa, jotka jäähtyivät ennen kohtaamista | Nosta kaatolämpötilaa; parantaa portaamista virtojen yhdistämiseksi aikaisemmin |
| Kuuma repiminen | Repautunut halkeama fileen tai osan vaihdossa | Lämpöjännitys myöhäisen jähmettymisvaiheen aikana | Lisää fileen säteitä; lisää joustavuutta ytimiin; esilämmitä muotti |
| Oksidisulkeumat | Työstetyssä osassa näkyy tummia raitoja tai kalvoja | Myrskyisä kaato, taitetut oksidipinnat | Vähennä kaatokorkeutta; käytä keraamista vaahtosuodatinta; vältä kuonan uudelleensulattamista |
| Misrun | Epätäydellinen täyttö, pyöristetyt epätäydelliset reunat | Metalli liian kylmä, ohut osa, huono tuuletus | Lisää valumislämpötilaa; paksuntaa ohuita seiniä; lisää muottiin tuuletusaukot |
Kestävä alumiinivalu – kierrätys, energia ja kiertotalous
Alumiini on yleisessä käytössä kierrätettävin rakennemetalli, ja tämä ominaisuus muuttaa olennaisesti alumiinivaluprojektien kestävyyslaskelmaa teräs- tai sinkkivaihtoehtoihin verrattuna. Alumiinin kierrätys vaatii vain 5 % energiasta, joka tarvitaan primaarialumiinin tuottamiseen bauksiittimalmista — noin 2–3 kWh/kg toissijaisessa ja 45–55 kWh/kg alkutuotannossa (tiedot International Aluminium Institute, 2023). Hiilijalanjäljen ero on yhtä dramaattinen: toissijainen alumiini tuottaa noin 0,5–1,0 kg CO₂/kg metallia verrattuna 8–12 kg CO₂/kg kivihiilellä toimivaan primäärisulatukseen.
Yli 75 % kaikesta koskaan valmistetusta alumiinista on edelleen käytössä Alumiiniliiton mukaan. Autoteollisuudessa alumiinin kierrätysaste on kaikista loppukäytöstä korkein – romuajoneuvot tarjoavat tiheän, erillisen puhtaan valumetalliromun lähteen, joka virtaa takaisin HPDC-seosten toissijaiseen tuotantoon minimaalisella laadun heikkenemisellä. Tämä suljetun kierron tehokkuus on yksi syy, miksi autonvalmistajat mainitsevat alumiinivalut kestävän kehityksen kannalta myönteisenä suunnitteluvaihtoehtona jopa energiaintensiivisillä ajoneuvoalustoilla.
Valimotoiminnassa energian talteenotto uunin pakokaasuista, reaaliaikainen sulatuskemian seuranta uudelleensulatusjaksojen minimoimiseksi ja keraamikuituuunien vuoraukset, jotka vähentävät lämpöhäviötä 15–25 % vanhoihin tulenkestävään malliin verrattuna, vähentävät ympäristöjalanjälkeä nykyaikaisissa alumiinivalulaitoksissa. Useat eurooppalaiset valimot – mukaan lukien Rheinfelden Alloys ja Novelis – ovat sitoutuneet hiilineutraaliin alumiinivalutoimintaan vuoteen 2030 mennessä yhdistämällä uusiutuvan energian hankintaan ja offset-ohjelmiin.
Alumiinin valun nousevat trendit – mikä muuttaa alaa
Alumiinivaluteollisuudessa tapahtuu merkittäviä teknisiä muutoksia sähköistyksen, digitaalisen valmistuksen ja uusien metalliseosten kehityksen myötä. Näiden suuntausten ymmärtäminen on tärkeää kaikille, jotka suunnittelevat monivuotisia alumiinivaluohjelmia.
Mega-valu ja rakenteellinen integrointi
Teslan 6 000 tonnin ja 9 000 tonnin gigapuristimien valaminen kokonaisten sähköauton takaosan alaosien valumiseen yhdeksi alumiinipainevaluksi – joka korvaa 70–100 yksittäistä meistettyä ja hitsattua osaa – on herättänyt suurta kiinnostusta autoteollisuudessa. Toyota, Volvo, General Motors ja useat kiinalaiset OEM-valmistajat ovat ilmoittaneet vastaavista ohjelmista. Valukappaleissa käytetään räätälöityä suurtyhjiöpuristusvalua Al-Si-Mg-seoksilla, jotka on kehitetty erityisesti rakenteelliseen megavaluun, jolloin saavutetaan yli 10 % venymä ja yli 250 MPa vetolujuus ilman lämpökäsittelyä. Tämä kehitys muuttaa perusteellisesti korirakenteen valmistuksen taloudellisuutta yli 100 000 yksikön vuosimäärillä.
3D-painetut hiekkamuotit ja -ytimet
Piidioksidihiekkamuotien sidesuihkutulostus (ExOne/Desktop Metalin, Voxeljetin ja Viridis3D:n järjestelmillä) on poistanut kuvionvalmistusvaiheen hiekkavalusta, mikä mahdollistaa monimutkaisten alumiinivalujen yksiosaisen tuotannon, jossa on sisäisiä kanavia, joita on geometrisesti mahdotonta ytimentää perinteisillä menetelmillä. Siirtoaika CAD-tiedostosta ensimmäiseen valuosaan on nyt 3-5 arkipäivää painetuilla hiekkamuotteilla, verrattuna 4–8 viikkoa perinteiseen kuvioon ja työkaluihin. Ford, John Deere ja useat ilmailu- ja avaruusalan yritykset käyttävät painettuja hiekkamuotteja prototyyppeihin ja pienimuotoisiin alumiinivaluihin, joiden osakustannukset ovat kilpailukykyisiä monimutkaisten geometrioiden koneistettujen vaihtoehtojen kanssa.
Reaaliaikainen prosessien valvonta ja tekoälyn laadunvalvonta
Painevalukoneisiin upotetut anturijärjestelmät tallentavat nyt iskupaineprofiilit, muotin pintalämpötilat ja metallin nopeustiedot millisekunnin tarkkuudella. Historiallisilla vikatiedoilla opetetut koneoppimismallit voivat ennustaa kutistumishuokoisuuden ja kylmäsulkemisen todennäköisyyden ammusten profiilien perusteella ennen kuin osa poistetaan suulakkeesta – mahdollistaen spesifikaatioiden ulkopuolisten otosten automaattisen hylkäämisen ilman röntgentarkastusta. Useat tason 1 autovalujen toimittajat raportoivat romumäärän vähennys 30-50 % tällaisten reaaliaikaisten seurantajärjestelmien käyttöönoton jälkeen, mikä johtaa suoraan alhaisempiin kustannuksiin ja parempiin kestävyysmittareihin.
Seoskehitys sähköajoneuvojen lämmönhallintaan
EV-akkujen jäähdytyslevyt vaativat alumiinivaluseoksia, joilla on korkea lämmönjohtavuus, erinomainen painetiiviys (ei huokoisuutta) ja kyky muodostaa juotettuja liitoksia. Standardin A380 lämmönjohtavuus on noin 96 W/m·K — riittävä, mutta ei optimaalinen. Yritykset, kuten Novelis, Constellium ja Impol, kehittävät uusia Al-Si-Mg-perheen seoksia, joiden rauta- ja kuparipitoisuudet ovat kontrolloituja, saavuttamaan yli 160 W/m·K johtavuuden valumistilassa, mikä mahdollistaa kompaktimman ja tehokkaamman nestejäähdytteisen akkujärjestelmän. Tämä on aktiivinen metalliseostutkimuksen alue, jolla on useita patentteja haettu vuosina 2022–2024.
Usein kysyttyjä kysymyksiä alumiinin valuprojekteista
Mikä on paras alumiiniseos ensimmäiseen valuprojektiin?
Aloittelijoille, jotka käyttävät takapihan uunia ja vihreitä hiekkamuotteja, kierrätetyt männät (yleensä 4032 tai 2618 seos) tai puhdas A356 harkko ovat molemmat erinomaisia lähtökohtia. Molemmilla on hyvä juoksevuus tyypillisissä takapihan valulämpötiloissa 700–730 °C, eikä kummassakaan ole merkittävästi myrkyllisiä seosaineita. A356 on hieman anteeksiantavampi hiekan kosteutta kohtaan, koska sen piipitoisuus parantaa juoksevuutta myös alhaisemmissa lämpötiloissa. Vältä tuntematonta romua elektroniikasta tai pinnoitetuista osista – juotteen, sinkkipainevalun tai pinnoituksen epäpuhtaudet voivat tuottaa myrkyllisiä höyryjä ja huonon valulaadun.
Kuinka estän huokoisuuden alumiinivaluissani?
Huokoisuudella on kaksi perimmäistä syytä: liuennut vety (kaasuhuokoisuus) ja kutistumisen riittämätön syöttö (kutistumishuokoisuus). Kaasun huokoisuuden korjaamiseksi pidä kaikki muottimateriaalit ja metalli kuivina, käytä peittävää juoksutetta ja poista sulate kaasut ennen kaatamista. Kutistumishuokoisuuden korjaamiseksi varmista, että nousuputki on riittävän suuri pysyäkseen nesteenä sen jälkeen, kun valu on jähmettynyt – nousuputken moduulin on ylitettävä raskain valuosan moduuli vähintään 20 %. Raskaiden osien viereen sijoitetut vilunväristykset auttavat myös nopeuttamalla paikallista kiinteytymistä kutistumistarpeen vähentämiseksi.
Mikä on alumiinivalussa saavutettavissa oleva seinämän vähimmäispaksuus?
Seinämän vähimmäispaksuus riippuu valuprosessista. Korkeapaineisella painevalulla saavutetaan ohuimmat seinät – niinkin matalat kuin 0,8 mm optimoiduissa muottirakenteissa nopealla metalliruiskulla. Investointivalulla saavutetaan luotettavasti 1,0–1,5 mm. Pysyvä muotti (painovoima) valukahvat vähintään 2–3 mm. Hiekkavalu vaatii tyypillisesti 3–5 mm:n vähimmäisseinämän luotettavaa täyttöä varten, vaikka ammattitaitoiset valimooperaattorit ovat saavuttaneet 2 mm:n pienemmissä osissa korkean piisujuvuuden seoksilla ja hyvin suljetuilla muotilla.
Voidaanko valettua alumiinia hitsata?
Kyllä, monet alumiinivaluseokset voidaan hitsata, mutta prosessi vaatii huolellisuutta. A356- ja 535-lejeeringit ovat hitsattavimpia yleisiä valuseoksia. Kaasukaarihitsaus (GTAW/TIG) 4043- tai 5356-täyttölangalla on vakiokäytäntö. A380:tä sisältäviä HPDC-osia pidetään yleisesti hitsamattomina rakennesovelluksissa kuparipitoisuuden ja hitsauksen aikana vapautuvan kaasuhuokoisuuden vuoksi. Jos hitsataan valualumiinia, esilämmitä alue 150–200 °C:een lämpöshokkihalkeilujen vähentämiseksi. A356:n rakenneliitoksille suositellaan hitsauksen jälkeistä jännityksenpoistoa 175 °C:ssa 2–4 tunnin ajan.
Kuinka kauan alumiinivalujen valmistaminen kestää?
Toimitusajat vaihtelevat valtavasti prosessin ja toimittajan sijainnin mukaan. 3D-tulostetuissa hiekkamuottivaluissa (prototyyppimäärät) ensimmäisen tuotteen toimitusajat 3-10 arkipäivää ovat saatavissa vakiintuneilta toimittajilta. Perinteinen hiekkavalu uudella kuviolla: 4-8 viikkoa kuvion valmistukseen ja 1-2 viikkoa valuun. HPDC uusilla työkaluilla: 10–20 viikkoa muotinvalmistukseen, sitten tuotantomäärät 2–4 viikossa. Investointivalu: työkalut 8–16 viikkoa, tuotanto 3–6 viikkoa. Nopeutetut työkaluohjelmat korkeammalla hinnalla voivat lyhentää näitä aikatauluja 30–50 % korkealaatuisten toimittajien kanssa.
Mitä eroa on painevalulla ja hiekkavalulla?
Hiekkavalussa käytetään kuluvia hiekkamuotteja, jotka tuhoutuvat osan irrottamiseksi. Tämä mahdollistaa monimutkaisen geometrian ja erittäin suuret osat, mutta alhaisemmalla pinnan viimeistelyllä, laajemmilla toleransseilla ja hitaammilla jaksoilla. Painevalussa käytetään pysyvästi karkaistuja teräsmuotteja (muotteja) ja ruiskutetaan metallia korkean paineen alaisena – saavutetaan erinomainen pintakäsittely (1–2 µm Ra), tiukat toleranssit (±0,05–0,15 mm) ja erittäin korkeat tuotantonopeudet (30–120 sekunnin jaksot), mutta korkeat työkalukustannukset ja vähimmäismäärävaatimukset tekevät siitä epätaloudellisen10,00 osaa. Hiekkavalu on parempi prototyypeille, suurille osille ja pienille määrille; painevalu on erinomainen pienten ja keskikokoisten tarkkuuskomponenttien suurien volyymien tuotannossa.
Onko alumiinivalu ympäristöystävällinen?
Alumiinin valu toissijaisella (kierrätetyllä) metalliseoksella on yksi ympäristön kannalta edullisimmista metallintyöstöprosesseista. Toissijainen alumiini kuluttaa vain 5 % primaarialumiinituotannon energiasta ja tuottaa murto-osan CO₂-päästöistä. Alumiinin korkea kierrätettävyys – kierrätysaste autoteollisuudessa yli 90 % – ja suljetun kierron materiaalivirta monissa valimotoiminnoissa tekevät siitä huomattavasti vihreämpää kuin primaarimetalleja käyttävät prosessit. Tärkeimmät ympäristöongelmat ovat juoksutteen käytöstä aiheutuvat fluoridipäästöt (joita valvotaan märkäpesureilla nykyaikaisissa valimoissa) ja jäähdytysnesteen hallinta koneistustoiminnoissa.
Voinko anodisoida painevaletut alumiiniosat?
Vakiolaatuiset HPDC-lejeeringit, kuten A380 (joka sisältää 3–4 % kuparia), eivät anodisoidu tasalaatuiseksi viimeistelyyn – kuparipitoisuus aiheuttaa ruskeaa tai mustaa värjäytymistä anodikerrokseen. Valitse painevaletun alumiinin eloksoiduille pinnoille vähäkuparinen metalliseos, kuten A360 (kupari alle 0,6 %), tai erityinen kosmeettinen painevaluseos. A356- ja 535-lejeeringit anodisoituvat puhtaasti ja ottavat värit tasaisesti. Jos painevalu on tarpeen ja anodisointi on määritetty, valitse valumateriaalin toimittajan kanssa sopiva vähäkuparinen metalliseos suunnitteluvaiheessa sen sijaan, että havaitset yhteensopimattomuutta työkalujen valmistuksen jälkeen.





